Pemasakan ekstrusi adalah standar industri saat ini untuk aquafeed berkinerja tinggi ketika targetnya adalah peningkatan ketersediaan nutrisi, daya apung yang terkendali, integritas pelet yang kuat, dan stabilitas air yang unggul; namun hal ini membutuhkan modal yang lebih besar, energi, dan kontrol yang cermat terhadap suhu, kelembapan, dan energi mekanis untuk menghindari hilangnya nutrisi yang sensitif terhadap panas dan untuk memenuhi perilaku pemberian makan spesies tertentu.
1. Fisika Ekstrusi: Pemrosesan Waktu Pendek Suhu Tinggi (HTST)
Memasak ekstrusi didefinisikan sebagai proses bio-reaktor suhu tinggi, waktu singkat (HTST). Proses ini mengubah adonan bahan mentah - protein, pati, dan lipid - menjadi lelehan plastis.
Peran Geser dan Panas
Ekstruder berfungsi sebagai pompa ulir, penukar panas, dan reaktor kimia secara bersamaan.
-
Energi Panas: Dipasok secara eksternal melalui uap dalam kondisioner dan jaket pemanas pada laras.
-
Energi Mekanik: Dihasilkan oleh gesekan sekrup yang berputar pada material dan dinding laras.
Kombinasi energi ini membuat adonan pakan dipanaskan pada suhu mulai dari 80°C hingga 150°C selama 5 hingga 10 detik. Pemanasan yang cepat ini akan menghancurkan faktor anti-nutrisi (seperti penghambat tripsin pada kedelai) sekaligus menjaga ketersediaan hayati protein.
Gelatinisasi Pati
Untuk pakan air, pati bertindak sebagai pengikat utama. Di bawah panas dan kelembapan, butiran pati menyerap air dan membengkak. Saat melewati zona geser tinggi ekstruder, struktur kristal molekul amilosa dan amilopektin akan rusak.
-
Target: Tingkat gelatinisasi 85% hingga 95% diperlukan untuk stabilitas air yang optimal.
-
Hasil: Hal ini memastikan pelet tidak langsung hancur saat menyentuh air, sehingga mengurangi polusi dalam sistem akuakultur.
2. Persiapan Bahan Baku: Fondasi Integritas Pelet
Sebelum ekstruder dapat beroperasi, bahan baku harus mengalami perubahan fisik yang ketat. Mesin tidak dapat memperbaiki kesalahan yang dibuat selama tahap penggilingan atau pencampuran.
Penggilingan Sangat Halus (Penghalusan)
Ukuran partikel bahan baku menentukan tekstur dan daya cerna pakan akhir. Untuk spesies akuatik, terutama udang atau ikan kecil, bahan yang kasar tidak dapat diterima.
-
Hammer Mills: Dengan menggunakan palu berujung tungsten-karbida, bahan-bahan dihancurkan hingga melewati saringan.
-
Persyaratan Ukuran: Untuk pakan ikan standar, 95% partikel harus melewati saringan 60 mesh (sekitar 250 mikron). Untuk pakan udang, kami menargetkan 80-100 mesh.
-
Catatan Metalurgi: Partikel kasar bertindak sebagai pasir abrasif. Partikel ini mempercepat keausan pada flighting sekrup ekstruder dan dapat menghalangi lubang cetakan, menyebabkan lonjakan tekanan yang berbahaya.
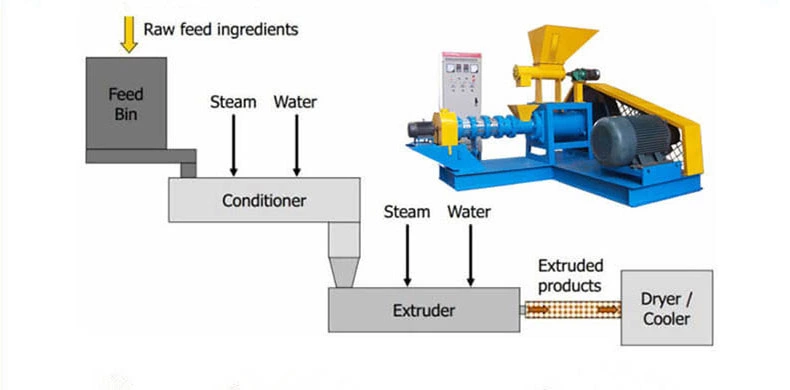
Pengkondisian: Fase Pra-Memasak
Kondisioner adalah ruang pencampuran di mana tumbukan kering bertemu dengan uap dan air sebelum memasuki barel ekstruder.
-
Injeksi Uap: Menaikkan suhu tumbuk hingga 90-95°C.
-
Penambahan Kelembaban: Menyesuaikan kadar kelembapan total hingga 25-30%.
-
Waktu Retensi: Tumbukan harus tetap berada di dalam kondisioner selama 60 hingga 180 detik. “Waktu diam” ini melembutkan partikel, mengurangi torsi mekanis yang dibutuhkan oleh motor ekstruder utama. Hal ini memperpanjang masa pakai gearbox dan komponen sekrup.
3. Jantung dari Mesin: Metalurgi Sekrup dan Laras
Sebagai ahli material di Lansonmachines, saya tidak bisa melebih-lebihkan pentingnya baja yang digunakan dalam ruang pemrosesan. Interaksi antara sekrup dan laras menentukan umur mesin yang panjang.
Konfigurasi dan Geometri Sekrup
Sekrup ini bukanlah auger yang sederhana. Ini tersegmentasi ke dalam tiga zona pemrosesan yang berbeda:
-
Zona Makan: Penerbangan dalam untuk membawa bubuk dengan kepadatan rendah ke dalam mesin.
-
Zona Pengadukan (Kompresi): Kedalaman terbang berkurang. Hal ini akan menekan udara keluar dari tumbukan dan meningkatkan gesekan.
-
Zona Pengukuran (Memasak): Penerbangan dangkal dengan geseran tinggi. Hal ini membangun tekanan akhir yang diperlukan untuk mendorong lelehan melalui cetakan.
Pemilihan Paduan untuk Ketahanan Aus
Bahan-bahan aquafeed sering kali mengandung tepung tulang, kalsium karbonat, dan mineral abrasif lainnya. Baja karbon standar akan rusak dalam beberapa minggu.
| Komponen | Bahan Standar | Material Berkinerja Tinggi (Rekomendasi Lansonmachines) | Kekerasan (HRC) | Konteks Aplikasi |
| Poros Sekrup | Baja Paduan 40Cr | 38CrMoAlA | 28-32 (Inti) | Transmisi Torsi Tinggi |
| Penerbangan Sekrup | Baja yang Diperkeras Api | 38CrMoAlA + Nitridasi Ion | 60-62 (Permukaan) | Kontak permukaan dengan pakan |
| Barrel Liner | besi cor | Paduan Bimetalik (Ni-Cr-B-Si) | 62-65 | Ketahanan abrasi yang ekstrem |
| Piring Mati | Baja 45# | Baja Tahan Karat 4Cr13 | 52-55 | Korosi & Ketahanan aus |
Wawasan Teknis: Lapisan nitridasi pada sekrup biasanya memiliki kedalaman 0,5 mm hingga 0,7 mm. Setelah lapisan ini luntur, laju keausan akan meningkat secara eksponensial. Kami merekomendasikan untuk memeriksa geometri sekrup setiap 2000 jam operasional.
4. Ekstrusi Sekrup Tunggal vs Sekrup Kembar
Industri ini terbagi antara dua teknologi ini. Pilihannya tergantung pada kompleksitas diet, terutama kandungan lemaknya.
Pengekstrusi Sekrup Tunggal (SSE)
-
Mekanisme: Mengandalkan gesekan pada dinding barel untuk memindahkan material ke depan. Jika bahan terlalu licin (lemak tinggi), bahan akan berputar dengan sekrup dan aliran akan terhenti.
-
Batas Lemak: umumnya terbatas pada penambahan lemak internal 7-12%.
-
Biaya: Investasi modal yang lebih rendah dan biaya perawatan yang lebih rendah.
-
Terbaik untuk: Ikan Nila, Ikan Mas, Ikan Lele (makanan standar).
Pengekstrusi Sekrup Kembar (TSE)
-
Mekanisme: Dua sekrup yang saling bertautan berputar berdampingan. Mereka menciptakan aksi pemompaan perpindahan positif. Gerakan satu sekrup menyeka gerakan sekrup lainnya.
-
Penanganan Lemak: Dapat memproses diet dengan lemak internal hingga 17-22%.
-
Keserbagunaan: Lebih baik dalam menangani bahan baku yang lengket, sangat halus, atau sangat bervariasi.
-
Terbaik untuk: Salmon, Trout, Belut, Udang, dan spesies karnivora bernilai tinggi.
5. Kontrol Kepadatan: Umpan Terapung vs Umpan Tenggelam
Daya apung pelet ditentukan oleh densitas curahnya, yang dimanipulasi selama proses ekstrusi.
Mekanisme Ekspansi
Ketika umpan cair keluar dari cetakan, umpan tersebut bergerak dari tekanan tinggi (30-60 bar) ke tekanan atmosfer (1 bar). Air yang sangat panas di dalam pelet langsung berubah menjadi uap. Ekspansi ini menciptakan struktur berpori dan berangin.
Memproduksi Pakan Terapung
-
Suhu: Suhu ekstrusi tinggi (>130°C).
-
Pati: Kandungan pati yang tinggi (>20%).
-
Tekanan: Penurunan tekanan tinggi pada permukaan cetakan.
-
Pelet yang dihasilkan memiliki kerapatan curah yang lebih rendah dari air (<450 g/L), sehingga memungkinkannya untuk mengapung.
Memproduksi Pakan Tenggelam
-
Ventilasi: Kami menggunakan tong berventilasi untuk memungkinkan uap keluar sebelum mati. Hal ini mengurangi pemuaian.
-
Suhu: Suhu pemrosesan yang lebih rendah (100-110°C).
-
Tekanan: Tekanan die yang lebih rendah.
-
Bahan: Protein/lemak lebih tinggi, pati lebih rendah.
-
Hasilnya adalah pelet padat (>600 g/L) yang tenggelam dengan cepat untuk pemakan dasar seperti udang atau ikan halibut.
6. Sistem Cetakan dan Pemotong
Pelat cetakan berfungsi sebagai alat pembentuk akhir. Dinamika aliran di sini sangat penting untuk ukuran pelet yang seragam.
Desain Area Terbuka dan Lubang
“Area Terbuka” adalah total luas penampang lubang.
-
Terlalu Kecil: Tekanan yang berlebihan, motor kelebihan beban, pembakaran pakan.
-
Terlalu besar: Tekanan tidak cukup, pemadatan buruk, pelet lemah.
-
Rasio L/D: Panjang lubang cetakan dibagi dengan diameternya. Rasio L/D yang lebih tinggi (misalnya, 10:1) menciptakan lebih banyak resistensi, menghasilkan pelet yang lebih padat dan lebih halus. Rasio yang lebih rendah (misalnya, 3:1) mendorong pemuaian.
Perakitan Pemotong
Pisau putar berkecepatan tinggi mengiris ekstrudat saat keluar.
-
Sinkronisasi Kecepatan: Kecepatan pemotong harus disinkronkan dengan RPM sekrup untuk mempertahankan panjang pelet yang konsisten.
-
Bahan Pisau: Kami menggunakan baja perkakas yang dikeraskan atau sisipan karbida. Mata pisau yang tumpul akan menghancurkan pelet daripada memotongnya, menutup pori-pori permukaan dan mempengaruhi penyerapan minyak nantinya.
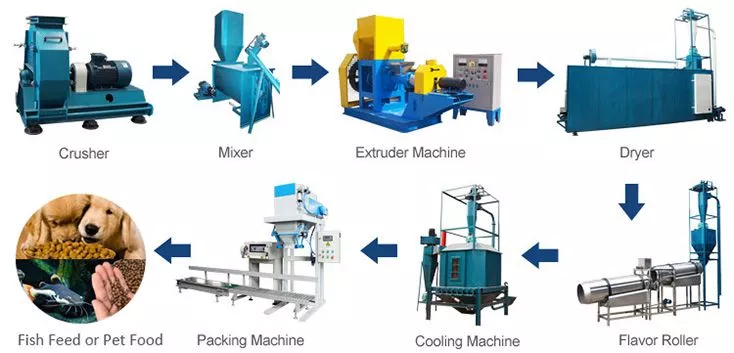
7. Pasca Ekstrusi: Pengeringan dan Pelapisan Lemak
Pelet yang keluar dari ekstruder dalam keadaan basah (kelembapan 25%) dan panas. Ini tidak stabil di rak.
Pengering Konveyor Horisontal
Pelet diangkut melalui pengering multi-lintasan. Udara panas (biasanya dipanaskan oleh kumparan uap atau pembakar gas) bersirkulasi melalui lapisan pelet.
-
Target Kelembaban: Dikurangi hingga di bawah 10-12%.
-
Pencegahan Jamur: Jika kelembapan tetap berada di atas 13%, pertumbuhan jamur tidak dapat dihindari selama penyimpanan.
Pelapisan Vakum (Infus Minyak)
Untuk makanan berenergi tinggi (salmon/trout), lemak eksternal harus ditambahkan. Hanya dengan menyemprotkan minyak di permukaan akan menghasilkan pelet berminyak yang meninggalkan lapisan minyak di atas air.
-
Proses: Pelet ditempatkan dalam mixer vakum. Udara disedot keluar dari pori-pori pelet. Minyak disemprotkan. Ruang hampa dilepaskan.
-
Fisika: Tekanan atmosfer yang kembali memaksa minyak masuk jauh ke dalam inti pelet. Hal ini memungkinkan tingkat lemak hingga 35-40% tanpa permukaan yang berminyak.
8. Parameter dan Kontrol Operasional
Ekstrusi modern adalah proses yang digerakkan oleh data. Operator harus memantau variabel-variabel utama untuk menjaga kualitas.
| Parameter | Rentang Optimal (Khas) | Efek Penyimpangan |
| Tingkat Pengumpan | Beban yang Konsisten | Lonjakan menyebabkan pemasakan yang tidak merata dan variasi ukuran. |
| Tekanan Uap | 2-4 Bar | Tekanan rendah menghasilkan uap basah dan perpindahan panas yang buruk. |
| Suhu Laras (Zona 1) | 80-100°C | Terlalu tinggi: umpan tergelincir. Terlalu rendah: motor kelebihan beban. |
| Suhu Laras (Zona 3) | 120-150°C | Menentukan pemuaian. Terlalu tinggi menyebabkan degradasi nutrisi. |
| SME (Energi Mekanik Spesifik) | 20-40 Wh/kg | Ukuran pekerjaan yang dilakukan. UKM rendah = daya tahan yang buruk. |
9. Cacat Umum dan Pemecahan Masalah
Bahkan dengan mesin terbaik sekalipun, masalah tetap muncul. Berikut ini cara kami mendiagnosisnya berdasarkan perilaku material.
Pelet adalah “Popcorning” atau Meledak
-
Penyebabnya: Kadar air terlalu tinggi atau suhu yang berlebihan. Ekspansi uap cukup kuat untuk menghancurkan struktur.
-
Perbaiki: Kurangi air dalam kondisioner; turunkan suhu barel di zona akhir.
Kekasaran Permukaan (Kulit Hiu)
-
Penyebabnya: Fraktur meleleh. Material tidak mengalir dengan lancar melalui cetakan. Sering disebabkan oleh cetakan yang dingin atau kurangnya pelumasan (lemak).
-
Perbaiki: Naikkan suhu cetakan; periksa apakah formula memerlukan penyesuaian lipid.
Panjang Pelet Tidak Rata
-
Penyebabnya: Aliran bergelombang. Material tergelincir pada sekrup, lalu mencengkeram.
-
Perbaiki: Periksa keausan pada lapisan laras (alur mungkin sudah aus). Tingkatkan suhu di zona pengumpanan untuk meningkatkan cengkeraman.
10. Efisiensi dan Keberlanjutan Energi
Industri pakan ikan berada di bawah tekanan untuk mengurangi jejak karbonnya. Proses ekstrusi membutuhkan banyak energi.
Sistem Pemulihan Panas
Pabrik yang canggih sekarang menangkap udara panas yang dikeluarkan dari pengering dan mensirkulasikannya kembali. Selain itu, kondensat dari jaket pemanas uap dikembalikan ke ketel uap, sehingga menghemat air dan energi panas.
Penggerak Langsung vs Penggerak Sabuk
Lansonmachines menganjurkan gearbox penggerak langsung. Penggerak sabuk kehilangan efisiensi 5-8% karena selip dan gesekan. Kopling langsung memastikan bahwa 98% daya motor ditransfer ke poros sekrup, memaksimalkan efisiensi UKM.
11. Strategi Pemeliharaan untuk Umur Panjang
Jadwal pemeliharaan prediktif lebih murah daripada waktu henti.
-
Mingguan: Periksa ketajaman mata pisau pemotong. Periksa pemisah magnetik untuk memastikan tidak ada serpihan logam yang masuk ke dalam laras.
-
Bulanan: Ukur jarak bebas antara sekrup dan laras. Jika jaraknya melebihi 3mm, kapasitas produksi akan turun secara signifikan akibat arus balik.
-
Pembersihan Mati: Jangan sekali-kali menggunakan perkakas baja keras untuk membersihkan lubang cetakan yang tersumbat. Hal ini akan menggores permukaan dan mengganggu aliran. Gunakan rendaman ultrasonik atau bor dengan hati-hati dengan alat kuningan lunak.
12. Masa Depan: Protein Nabati dan Makanan Serangga
Formulasi pakan ikan sedang berubah. Tepung ikan digantikan oleh konsentrat kedelai, gluten gandum, dan semakin banyak tepung serangga (larva Black Soldier Fly).
-
Tantangan Pemrosesan: Tepung serangga memiliki sifat reologi yang berbeda dari tepung ikan. Tepung serangga sering kali lebih lengket dan lebih tinggi lemaknya.
-
Penyesuaian: Hal ini memerlukan profil sekrup yang berbeda dengan elemen geser yang lebih agresif untuk memastikan pencampuran dan tekstur yang tepat.
Pertanyaan yang Sering Diajukan (FAQ)
T1: Apa perbedaan antara pabrik pelet dan ekstruder untuk pakan ikan?
Pabrik pelet menggunakan tekanan mekanis untuk mengompres tumbukan menjadi pelet yang padat (hanya tenggelam). Proses ini menghasilkan panas yang sangat sedikit dan tidak membuat pati menjadi gelatin sepenuhnya. Ekstruder menggunakan panas dan tekanan tinggi untuk memasak pakan, sehingga memungkinkan terjadinya pemuaian (pakan mengambang) dan daya cerna yang lebih tinggi.
T2: Dapatkah saya membuat umpan mengambang dan tenggelam dengan mesin yang sama?
Ya, Anda bisa beralih antara mengambang dan tenggelam dengan menyesuaikan parameter operasional (suhu, kecepatan sekrup, dan ventilasi) dan mengubah formulasi die. Namun demikian, laras berventilasi secara khusus membantu untuk umpan yang tenggelam.
T3: Mengapa pelet apung saya tenggelam setelah beberapa menit?
Ini adalah masalah stabilitas air. Ini biasanya berarti gelatinisasi pati tidak sempurna (suhu pemasakan terlalu rendah) atau kualitas pengikatnya buruk. Meningkatkan waktu diam dalam kondisioner sering kali dapat mengatasi masalah ini.
T4: Seberapa sering saya harus mengganti segmen sekrup?
Untuk pabrik berkapasitas tinggi yang beroperasi 24/7, segmen sekrup di zona keausan tinggi (zona pengukuran) biasanya bertahan 2.000 hingga 4.000 jam, tergantung pada kualitas paduan. Segmen zona pengumpanan bertahan lebih lama.
T5: Berapa kadar air yang ideal untuk ekstrusi?
Tumbukan yang masuk ke ekstruder umumnya harus memiliki kelembapan antara 25% dan 28%. Jika terlalu kering, mesin akan macet. Jika terlalu basah, pelet akan lembek dan tidak akan mengembang.
T6: Apakah ekstrusi merusak vitamin dalam pakan?
Panas yang tinggi dapat menurunkan vitamin yang peka terhadap panas (seperti Vitamin C dan A). Untuk menegaskan kontrol atas hal ini, produsen menggunakan bentuk vitamin yang tahan panas atau menyemprotkan vitamin ke pelet setelah dikeringkan dan didinginkan.
T7: Apa itu UKM dan mengapa hal ini penting?
SME adalah singkatan dari Energi Mekanik Spesifik. Ini mengukur jumlah masukan energi dari motor ke dalam umpan. Hal ini berkorelasi langsung dengan tingkat pemasakan (gelatinisasi). Jika SME terlalu rendah, pelet akan menjadi mentah dan rapuh.
T8: Dapatkah saya memproses limbah ikan mentah langsung di ekstruder?
Tidak. Limbah ikan basah memiliki terlalu banyak kelembapan (70%+). Limbah ini harus dikeringkan dan digiling menjadi tepung ikan terlebih dahulu. Sebagai alternatif, pengaturan “ekstrusi basah” dapat menangani bubur dengan kelembapan yang lebih tinggi, tetapi formulanya masih membutuhkan bahan pengikat kering (tepung/dedak) untuk membentuk pelet.
T9: Mengapa ekstruder memblokir atau “tersumbat”?
Penyumbatan biasanya terjadi selama pengaktifan atau pematian jika prosedurnya salah. Jika tumbukan terlalu kering, maka akan mengeras. Benda asing (logam/batu) juga dapat menyumbat cetakan. Selalu siram dengan campuran berminyak sebelum mematikan.
T10: Apakah ekstruder sekrup kembar sepadan dengan biaya tambahannya?
Jika Anda memproduksi pakan berlemak tinggi (salmon/trout) atau menggunakan formulasi yang sangat halus (<0,8 mm untuk pembibitan udang), maka sekrup kembar diperlukan. Untuk pakan ikan lele atau nila standar dengan lemak rendah, sekrup tunggal lebih ekonomis.