La cuisson par extrusion est la norme industrielle actuelle pour les aliments pour poissons de haute performance lorsque l'objectif est d'améliorer la disponibilité des nutriments, de contrôler la flottabilité, de renforcer l'intégrité des granulés et d'améliorer la stabilité de l'eau. Cependant, elle nécessite davantage de capital, d'énergie et un contrôle minutieux de la température, de l'humidité et de l'énergie mécanique afin d'éviter les pertes de nutriments sensibles à la chaleur et de répondre au comportement alimentaire spécifique de chaque espèce.
1. La physique de l'extrusion : Traitement à haute température et à court terme (HTST)
La cuisson par extrusion est définie comme un processus de bioréacteur à haute température et à courte durée (HTST). Il transforme un mélange d'ingrédients bruts - protéines, amidons et lipides - en une masse fondue plastifiée.
Le rôle du cisaillement et de la chaleur
L'extrudeuse fonctionne à la fois comme une pompe à vis, un échangeur de chaleur et un réacteur chimique.
-
Énergie thermique : L'alimentation externe est assurée par de la vapeur dans le conditionneur et par des enveloppes chauffantes sur le tonneau.
-
Énergie mécanique : Généré par le frottement de la vis contre le matériau et la paroi du cylindre.
La combinaison de ces énergies soumet le broyat d'aliments à des températures allant de 80°C à 150°C pendant une durée de 5 à 10 secondes. Ce chauffage rapide détruit les facteurs antinutritionnels (comme les inhibiteurs de trypsine dans le soja) tout en préservant la biodisponibilité des protéines.
Gélatinisation de l'amidon
Pour les aliments pour poissons, l'amidon est le principal liant. Sous l'effet de la chaleur et de l'humidité, les granules d'amidon absorbent l'eau et gonflent. Lorsqu'ils traversent les zones à fort cisaillement de l'extrudeuse, la structure cristalline des molécules d'amylose et d'amylopectine se décompose.
-
Cible : Un degré de gélatinisation de 85% à 95% est nécessaire pour une stabilité optimale dans l'eau.
-
Résultat : Cela garantit que les granulés ne se désintègrent pas immédiatement après avoir touché l'eau, réduisant ainsi la pollution dans les systèmes d'aquaculture.
2. Préparation des matières premières : La base de l'intégrité des granulés
Avant que l'extrudeuse ne fonctionne, les matières premières doivent subir des modifications physiques rigoureuses. La machine ne peut pas corriger les erreurs commises lors des étapes de broyage ou de mélange.
Broyage ultra-fin (pulvérisation)
La taille des particules de la matière première détermine la texture et la digestibilité de l'aliment final. Pour les espèces aquatiques, en particulier les crevettes ou les alevins, les ingrédients grossiers sont inacceptables.
-
Broyeurs à marteaux : À l'aide de marteaux à pointe en carbure de tungstène, les ingrédients sont écrasés jusqu'à ce qu'ils passent à travers des tamis.
-
Taille requise : Pour les aliments standard pour poissons, 95% de particules doivent passer à travers un tamis de 60 mesh (environ 250 microns). Pour les aliments pour crevettes, nous visons un tamis de 80-100 mesh.
-
Note métallurgique : Les particules grossières agissent comme des grains abrasifs. Elles accélèrent l'usure des vis de l'extrudeuse et peuvent bloquer les trous de la filière, provoquant de dangereux pics de pression.
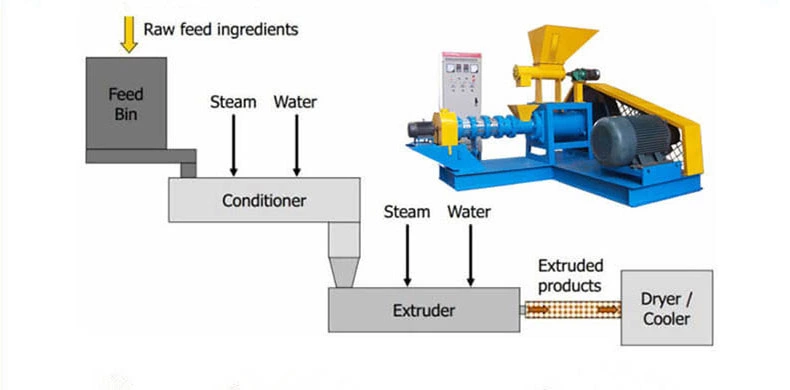
Conditionnement : La phase de pré-cuisson
Le conditionneur est une chambre de mélange où le moût sec rencontre de la vapeur et de l'eau avant d'entrer dans le tonneau de l'extrudeuse.
-
Injection de vapeur : Augmente la température du moût à 90-95°C.
-
Addition d'humidité : Ajuste le taux d'humidité total à 25-30%.
-
Durée de conservation : Le moût doit rester dans le conditionneur pendant 60 à 180 secondes. Ce “temps de séjour” ramollit les particules, ce qui réduit le couple mécanique requis par le moteur de l'extrudeuse principale. Cela prolonge la durée de vie de la boîte de vitesses et des composants de la vis.
3. Le cœur de la machine : Métallurgie des vis et des fûts
En tant qu'expert en matériaux chez Lansonmachines, je ne saurais trop insister sur l'importance de l'acier utilisé dans la chambre de traitement. L'interaction entre la vis et le baril détermine la longévité de la machine.
Configuration et géométrie des vis
La vis n'est pas une simple vis sans fin. Elle est segmentée en trois zones de traitement distinctes :
-
Zone d'alimentation : Des palettes profondes pour acheminer les poudres de faible densité dans la machine.
-
Zone de pétrissage (compression) : La profondeur de vol diminue. Cela comprime l'air du moût et augmente la friction.
-
Zone de comptage (cuisson) : Volées peu profondes avec un cisaillement élevé. Cela permet d'obtenir la pression finale nécessaire pour pousser la matière fondue à travers la filière.
Sélection d'alliages pour la résistance à l'usure
Les ingrédients des aliments pour poissons contiennent souvent de la farine d'os, du carbonate de calcium et d'autres minéraux abrasifs. L'acier au carbone standard s'abîme en quelques semaines.
| Composant | Matériau standard | Matériau haute performance (recommandation de Lansonmachines) | Dureté (HRC) | Contexte de l'application |
| Vis Arbre | Acier allié 40Cr | 38CrMoAlA | 28-32 (Core) | Transmission à couple élevé |
| Vol à vis | Acier trempé à la flamme | 38CrMoAlA + nitruration ionique | 60-62 (surface) | Contact de la surface avec l'aliment |
| Doublure du canon | fonte | Alliage bimétallique (Ni-Cr-B-Si) | 62-65 | Résistance extrême à l'abrasion |
| Plaque de découpe | 45# Acier | Acier inoxydable 4Cr13 | 52-55 | Résistance à la corrosion et à l'usure |
Aperçu technique : La couche de nitruration sur une vis a généralement une profondeur de 0,5 mm à 0,7 mm. Une fois cette couche usée, le taux d'usure s'accélère de manière exponentielle. Nous recommandons de vérifier la géométrie des vis toutes les 2000 heures de fonctionnement.
4. Extrusion à une vis ou à deux vis
L'industrie est divisée entre ces deux technologies. Le choix dépend de la complexité du régime alimentaire, en particulier de la teneur en matières grasses.
Extrudeuses à vis unique (SSE)
-
Mécanisme : Il s'appuie sur la friction contre la paroi du tonneau pour faire avancer la matière. Si la matière est trop glissante (haute teneur en graisse), elle tourne avec la vis et le flux s'arrête.
-
Limite des matières grasses : généralement limitée à l'ajout de graisse interne 7-12%.
-
Coût : Réduction des investissements et des coûts d'entretien.
-
Meilleur pour : Tilapia, carpe, poisson-chat (régimes standard).
Extrudeuses à double vis (TSE)
-
Mécanisme : Deux vis imbriquées l'une dans l'autre tournent côte à côte. Elles créent une action de pompage volumétrique. La volée d'une vis essuie la volée de l'autre.
-
Manipulation des graisses : Peut traiter des régimes contenant jusqu'à 17-22% de graisse interne.
-
Polyvalence : Meilleur traitement des matières premières collantes, ultrafines ou très variables.
-
Meilleur pour : Saumon, truite, anguille, crevettes et espèces carnivores de grande valeur.
5. Contrôle de la densité : Aliments flottants ou coulants
La flottabilité du granulé est déterminée par sa densité apparente, qui est manipulée au cours du processus d'extrusion.
Le mécanisme d'expansion
Lorsque l'aliment fondu sort de la filière, il passe de la haute pression (30-60 bars) à la pression atmosphérique (1 bar). L'eau surchauffée à l'intérieur de la pastille se transforme instantanément en vapeur. Cette expansion crée une structure poreuse et aérée.
Production d'aliments flottants
-
Température : Température d'extrusion élevée (>130°C).
-
Amidon : Teneur élevée en amidon (>20%).
-
Pression : Chute de pression importante au niveau de la tête de filière.
-
Le granulé ainsi obtenu a une densité inférieure à celle de l'eau (<450 g/L), ce qui lui permet de flotter.
Produire des aliments pour animaux qui coulent
-
Ventilation : Nous utilisons un tonneau ventilé pour permettre à la vapeur de s'échapper. avant la filière. Cela réduit l'expansion.
-
Température : Température de traitement plus basse (100-110°C).
-
Pression : Diminuer la pression de la filière.
-
Ingrédients : Plus de protéines/graisses, moins d'amidon.
-
Le résultat est un granulé dense (>600 g/L) qui coule rapidement pour les mangeurs de fond comme les crevettes ou le flétan.
6. Le système de découpe et de coupe
La plaque de filière est l'outil de formage final. La dynamique de l'écoulement est ici essentielle pour obtenir des granulés de taille uniforme.
Conception de l'aire ouverte et des trous
La “surface ouverte” est la surface totale de la section transversale des trous.
-
Trop petit : Pression excessive, surcharge du moteur, brûlure de l'aliment.
-
Trop grand : Pression insuffisante, mauvais compactage, granulés faibles.
-
Rapport L/D : La longueur du trou de la filière divisée par son diamètre. Un rapport L/D plus élevé (par exemple, 10:1) crée plus de résistance, ce qui donne un granulé plus dense et plus lisse. Un rapport plus faible (par exemple, 3:1) favorise l'expansion.
L'assemblage de la fraise
Un couteau rotatif à grande vitesse tranche l'extrudat à sa sortie.
-
Synchronisation des vitesses : La vitesse de la fraise doit être synchronisée avec la vitesse de rotation de la vis afin de maintenir une longueur constante des granulés.
-
Matériau de la lame : Nous utilisons des plaquettes en acier trempé ou en carbure. Une lame émoussée écrasera le granulé au lieu de le cisailler, ce qui fermera les pores de la surface et affectera l'absorption ultérieure de l'huile.
7. Post-extrusion : Séchage et enrobage gras
Le granulé sortant de l'extrudeuse est humide (25% d'humidité) et chaud. Il n'est pas stable à la vente.
Sécheurs à convoyeur horizontal
Les granulés sont transportés dans un séchoir à plusieurs passages. De l'air chaud (généralement chauffé par des serpentins à vapeur ou des brûleurs à gaz) circule à travers le lit de granulés.
-
Humidité cible : Réduit à moins de 10-12%.
-
Prévention des moisissures : Si l'humidité reste supérieure à 13%, une croissance fongique est inévitable pendant le stockage.
Enduction sous vide (Infusion d'huile)
Pour les régimes à haute énergie (saumon/truite), il faut ajouter de la graisse externe. Le simple fait de pulvériser de l'huile à la surface donne des granulés gras qui laissent une nappe d'huile sur l'eau.
-
Le processus : Les granulés sont placés dans un mélangeur sous vide. L'air est aspiré dans les pores des granulés. De l'huile est pulvérisée. Le vide est relâché.
-
Physique : La pression atmosphérique qui revient force l'huile à pénétrer profondément dans le cœur du granulé. Cela permet d'atteindre des taux de matière grasse allant jusqu'à 35-40% sans graisser la surface.
8. Paramètres opérationnels et contrôle
L'extrusion moderne est un processus axé sur les données. Les opérateurs doivent surveiller les variables clés pour maintenir la qualité.
| Paramètres | Plage optimale (typique) | Effet de l'écart |
| Taux d'alimentation | Charge constante | La surchauffe provoque une cuisson inégale et des variations de taille. |
| Pression de la vapeur | 2-4 Bar | Une faible pression se traduit par de la vapeur humide et un mauvais transfert de chaleur. |
| Température du fût (Zone 1) | 80-100°C | Trop élevé : l'alimentation patine. Trop bas : surcharge du moteur. |
| Température du fût (Zone 3) | 120-150°C | Détermine l'expansion. Un niveau trop élevé entraîne une dégradation des nutriments. |
| SME (énergie mécanique spécifique) | 20-40 Wh/kg | Mesure du travail effectué. Faible PME = faible durabilité. |
9. Défauts courants et dépannage
Même avec les meilleures machines, des problèmes peuvent survenir. Voici comment nous les diagnostiquons en nous basant sur le comportement des matériaux.
Les granulés sont en train d'éclater ou d'exploser
-
Cause : Le taux d'humidité est trop élevé ou la température est excessive. L'expansion de la vapeur est suffisamment violente pour faire éclater la structure.
-
Fixer : Réduire la quantité d'eau dans le conditionneur ; abaisser la température de la barrique dans la zone finale.
Rugosité de la surface (peau de requin)
-
Cause : Fracture de la matière fondue. Le matériau ne s'écoule pas facilement dans la filière. Souvent causée par une filière froide ou un manque de lubrification (graisse).
-
Fixer : Augmenter la température de la filière ; vérifier si la formule a besoin d'un ajustement lipidique.
Longueur inégale des granulés
-
Cause : Surpression d'écoulement. Le matériau glisse sur la vis, puis s'agrippe.
-
Fixer : Vérifier l'usure du revêtement du canon (les rainures peuvent être lisses). Augmenter la température dans la zone d'alimentation pour améliorer l'adhérence.
10. Efficacité énergétique et développement durable
L'industrie de l'alimentation pour poissons est sous pression pour réduire son empreinte carbone. Le processus d'extrusion consomme beaucoup d'énergie.
Systèmes de récupération de chaleur
Les usines les plus modernes capturent désormais l'air chaud évacué par le séchoir et le font recirculer. En outre, le condensat des enveloppes de chauffage à vapeur est renvoyé à la chaudière, ce qui permet d'économiser de l'eau et de l'énergie thermique.
Entraînement direct ou entraînement par courroie
Lansonmachines préconise l'utilisation de boîtes de vitesses à entraînement direct. Les transmissions par courroie perdent 5-8% d'efficacité en raison du glissement et de la friction. Un accouplement direct garantit que 98% de la puissance du moteur sont transférés à l'arbre de la vis, maximisant ainsi l'efficacité de la PME.
11. Stratégie d'entretien pour la longévité
Un programme de maintenance prédictive est moins coûteux qu'un temps d'arrêt.
-
Hebdomadaire : Vérifiez que les lames de coupe sont bien aiguisées. Inspectez le séparateur magnétique pour vous assurer qu'aucun débris métallique ne pénètre dans le cylindre.
-
Mensuel : Mesurez l'espace entre la vis et le cylindre. Si l'écart dépasse 3 mm, la capacité de production diminuera considérablement en raison du reflux.
-
Nettoyage de la matrice : N'utilisez jamais d'outils en acier dur pour nettoyer les trous de filière obstrués. Ils rayent la surface, ce qui perturbe l'écoulement. Utilisez des bains à ultrasons ou percez avec précaution à l'aide d'outils en laiton doux.
12. L'avenir : Protéines végétales et farines d'insectes
La formulation des aliments pour poissons évolue. La farine de poisson est remplacée par du concentré de soja, du gluten de blé et, de plus en plus, par de la farine d'insectes (larves de la mouche soldat noire).
-
Défi de la transformation : La farine d'insectes a des propriétés rhéologiques différentes de celles de la farine de poisson. Elle est souvent plus collante et plus riche en matières grasses.
-
Ajustement : Cela nécessite des profils de vis différents avec des éléments de cisaillement plus agressifs pour assurer un mélange et une texturation corrects.
Foire aux questions (FAQ)
Q1 : Quelle est la différence entre un broyeur à granulés et une extrudeuse pour l'alimentation des poissons ?
Un moulin à granulés utilise la pression mécanique pour comprimer le moût en un granulé dense (qui ne s'enfonce que dans le sol). Il produit très peu de chaleur et ne gélatinise pas complètement l'amidon. Une extrudeuse utilise une chaleur et une pression élevées pour cuire les aliments, ce qui permet leur expansion (aliments flottants) et une meilleure digestibilité.
Q2 : Puis-je fabriquer des aliments flottants et des aliments coulants avec la même machine ?
Oui. Vous pouvez passer de l'alimentation flottante à l'alimentation coulante en ajustant les paramètres opérationnels (température, vitesse de la vis et ventilation) et en changeant la formulation de la filière. Toutefois, un cylindre ventilé est particulièrement utile pour les aliments coulants.
Q3 : Pourquoi mes granulés flottants coulent-ils après quelques minutes ?
Il s'agit d'un problème de stabilité de l'eau. Cela signifie généralement que la gélatinisation de l'amidon a été incomplète (température de cuisson trop basse) ou que le liant est de mauvaise qualité. L'augmentation du temps de séjour dans le conditionneur permet souvent de résoudre ce problème.
Q4 : À quelle fréquence dois-je remplacer les segments de vis ?
Pour les usines de grande capacité fonctionnant 24 heures sur 24 et 7 jours sur 7, les segments de vis dans les zones à forte usure (zone de dosage) durent généralement de 2 000 à 4 000 heures, en fonction de la qualité de l'alliage. Les segments de la zone d'alimentation durent beaucoup plus longtemps.
Q5 : Quel est le taux d'humidité idéal pour l'extrusion ?
Le moût entrant dans l'extrudeuse doit généralement présenter une humidité comprise entre 251 et 281 TTP3T. S'il est trop sec, la machine s'enraye. S'il est trop humide, les granulés seront pâteux et ne se dilateront pas.
Q6 : L'extrusion détruit-elle les vitamines contenues dans les aliments pour animaux ?
La chaleur élevée peut dégrader les vitamines sensibles à la chaleur (comme les vitamines C et A). Pour contrôler ce phénomène, les fabricants utilisent des formes de vitamines stables à la chaleur ou pulvérisent les vitamines sur les granulés après le séchage et le refroidissement.
Q7 : Qu'est-ce qu'une PME et pourquoi est-elle importante ?
SME est l'abréviation de Specific Mechanical Energy (énergie mécanique spécifique). Elle mesure la quantité d'énergie apportée par le moteur à l'aliment. Elle est en corrélation directe avec le degré de cuisson (gélatinisation). Si l'énergie mécanique spécifique est trop faible, le granulé sera cru et cassant.
Q8 : Puis-je traiter des déchets de poisson cru directement dans l'extrudeuse ?
Non. Les déchets de poisson humides contiennent trop d'humidité (70%+). Ils doivent d'abord être séchés et broyés en farine de poisson. Une autre solution consiste à utiliser un système d'extrusion par voie humide pour traiter les boues plus humides, mais la formule nécessite toujours des liants secs (farine/branche) pour former un granulé.
Q9 : Pourquoi l'extrudeuse se bloque-t-elle ou se “bouche-t-elle” ?
Le colmatage se produit généralement au cours du démarrage ou de l'arrêt si la procédure est incorrecte. Si le moût est trop sec, il se solidifie. Des corps étrangers (métal/pierres) peuvent également bloquer la filière. Rincez toujours avec un mélange huileux avant d'arrêter.
Q10 : Une extrudeuse à double vis vaut-elle le coût supplémentaire ?
Si vous produisez des aliments riches en matières grasses (saumon/truite) ou si vous utilisez des formulations très fines (<0,8 mm pour la nurserie de crevettes), la double vis est nécessaire. Pour les aliments standards pour poissons-chats ou tilapias à faible teneur en matières grasses, une vis unique est plus économiquement viable.