La cottura per estrusione è l'attuale standard industriale per gli alimenti per animali ad alte prestazioni, quando l'obiettivo è una migliore disponibilità di nutrienti, una galleggiabilità controllata, una forte integrità dei pellet e una stabilità superiore dell'acqua; tuttavia richiede maggiori capitali, energia e un attento controllo della temperatura, dell'umidità e dell'energia meccanica per evitare perdite di nutrienti sensibili al calore e per soddisfare il comportamento alimentare specifico delle specie.
1. La fisica dell'estrusione: Lavorazione a breve termine ad alta temperatura (HTST)
La cottura per estrusione è definita come un processo di bio-reattore ad alta temperatura e breve durata (HTST). Trasforma una miscela di ingredienti grezzi - proteine, amidi e lipidi - in una massa plastificata.
Il ruolo del taglio e del calore
L'estrusore funziona contemporaneamente come pompa a vite, scambiatore di calore e reattore chimico.
-
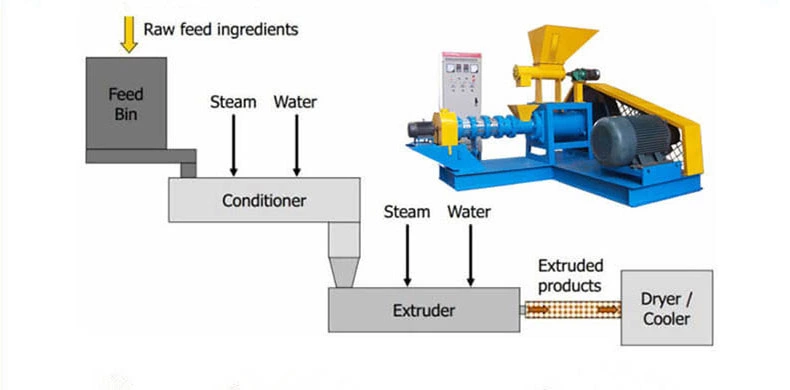
Energia termica: Fornito esternamente attraverso il vapore nel condizionatore e le camicie di riscaldamento sulla canna.
-
Energia meccanica: Generato dall'attrito della vite che ruota contro il materiale e la parete della canna.
La combinazione di queste energie sottopone il pastone a temperature comprese tra 80°C e 150°C per una durata di 5-10 secondi. Questo rapido riscaldamento distrugge i fattori antinutrizionali (come gli inibitori della tripsina nella soia), preservando la biodisponibilità delle proteine.
Gelatinizzazione dell'amido
Per gli alimenti per animali, l'amido funge da legante primario. In presenza di calore e umidità, i granuli di amido assorbono acqua e si gonfiano. Quando passano attraverso le zone ad alto coefficiente di taglio dell'estrusore, la struttura cristallina delle molecole di amilosio e amilopectina si rompe.
-
Obiettivo: Per una stabilità ottimale in acqua è necessario un grado di gelatinizzazione compreso tra 85% e 95%.
-
Risultato: Ciò garantisce che il pellet non si disintegri subito dopo l'impatto con l'acqua, riducendo l'inquinamento nei sistemi di acquacoltura.
2. Preparazione della materia prima: La base dell'integrità del pellet
Prima che l'estrusore possa funzionare, le materie prime devono subire rigorosi cambiamenti fisici. La macchina non può correggere gli errori commessi durante le fasi di macinazione o miscelazione.
Macinazione ultrafine (polverizzazione)
La dimensione delle particelle della materia prima determina la consistenza e la digeribilità del mangime finale. Per le specie acquatiche, in particolare per i gamberetti o gli avannotti, gli ingredienti grossolani sono inaccettabili.
-
Mulini a martelli: Utilizzando martelli con punte di carburo di tungsteno, gli ingredienti vengono frantumati finché non passano attraverso i vagli.
-
Requisiti di dimensione: Per i mangimi standard per pesci, 95% di particelle dovrebbero passare attraverso un vaglio a 60 maglie (circa 250 micron). Per i mangimi per gamberetti, si punta a 80-100 maglie.
-
Nota metallurgica: Le particelle grossolane agiscono come graniglia abrasiva. Accelerano l'usura delle viti dell'estrusore e possono ostruire i fori della matrice, causando pericolosi picchi di pressione.
Condizionamento: La fase di precottura
Il condizionatore è una camera di miscelazione in cui il mash secco incontra vapore e acqua prima di entrare nella botte dell'estrusore.
-
Iniezione di vapore: Aumenta la temperatura di ammostamento a 90-95°C.
-
Aggiunta di umidità: Regola il contenuto di umidità totale a 25-30%.
-
Tempo di conservazione: Il mash deve rimanere nel condizionatore per 60-180 secondi. Questo “tempo di permanenza” ammorbidisce le particelle, riducendo la coppia meccanica richiesta dal motore principale dell'estrusore. In questo modo si prolunga la durata di vita della scatola degli ingranaggi e dei componenti della vite.
3. Il cuore della macchina: Metallurgia delle viti e dei cilindri
In qualità di esperto di materiali di Lansonmachines, non posso non sottolineare l'importanza dell'acciaio utilizzato nella camera di lavorazione. L'interazione tra la vite e il cilindro definisce la longevità della macchina.
Configurazione e geometria della vite
La coclea non è una semplice coclea. È segmentata in tre zone di lavorazione distinte:
-
Zona di alimentazione: Voli profondi per convogliare la polvere a bassa densità nella macchina.
-
Zona di impastamento (compressione): La profondità del volo diminuisce. Questo comprime l'aria fuori dal mash e aumenta l'attrito.
-
Zona di misurazione (cottura): Voli poco profondi con taglio elevato. In questo modo si ottiene la pressione finale necessaria per spingere la massa fusa attraverso lo stampo.
Selezione della lega per la resistenza all'usura
Gli ingredienti degli alimenti per animali contengono spesso farina di ossa, carbonato di calcio e altri minerali abrasivi. L'acciaio al carbonio standard si guasta in poche settimane.
| Componente | Materiale standard | Materiale ad alte prestazioni (raccomandazione Lansonmachines) | Durezza (HRC) | Contesto applicativo |
| Albero a vite | Acciaio legato 40Cr | 38CrMoAlA | 28-32 (Core) | Trasmissione ad alta coppia |
| Volo a vite | Acciaio temprato a fiamma | 38CrMoAlA + nitrurazione ionica | 60-62 (superficie) | Contatto della superficie con l'alimentazione |
| Rivestimento del barile | ghisa | Lega bimetallica (Ni-Cr-B-Si) | 62-65 | Estrema resistenza all'abrasione |
| Piastra per stampi | 45# Acciaio | Acciaio inox 4Cr13 | 52-55 | Resistenza alla corrosione e all'usura |
Approfondimento tecnico: Lo strato di nitrurazione su una vite ha in genere una profondità compresa tra 0,5 e 0,7 mm. Quando questo strato si consuma, il tasso di usura accelera in modo esponenziale. Si consiglia di controllare la geometria della vite ogni 2000 ore di funzionamento.
4. Estrusione monovite vs bivite
L'industria si divide tra queste due tecnologie. La scelta dipende dalla complessità della dieta, in particolare dal contenuto di grassi.
Estrusori monovite (SSE)
-
Meccanismo: Si basa sull'attrito contro la parete del cilindro per far avanzare il materiale. Se il materiale è troppo scivoloso (alto contenuto di grassi), ruota con la vite e il flusso si arresta.
-
Limite di grassi: generalmente limitata all'aggiunta di grasso interno 7-12%.
-
Costo: Minori investimenti di capitale e minori costi di manutenzione.
-
Ideale per: Tilapia, carpa, pesce gatto (diete standard).
Estrusori bivite (TSE)
-
Meccanismo: Due viti intermittenti ruotano una accanto all'altra. Creano un'azione di pompaggio a spostamento positivo. Il volo di una vite pulisce il volo dell'altra.
-
Manipolazione dei grassi: Può elaborare diete con grasso interno fino a 17-22%.
-
Versatilità: Migliore gestione di materie prime appiccicose, ultrafini o altamente variabili.
-
Ideale per: Salmone, trota, anguilla, gambero e specie carnivore di alto valore.
5. Controllo della densità: Mangime galleggiante o affondante
La galleggiabilità del pellet è determinata dalla sua densità apparente, che viene manipolata durante il processo di estrusione.
Il meccanismo di espansione
Quando l'alimento fuso esce dallo stampo, passa dall'alta pressione (30-60 bar) alla pressione atmosferica (1 bar). L'acqua surriscaldata all'interno del pellet si trasforma istantaneamente in vapore. Questa espansione crea una struttura porosa e aerata.
Produzione di mangimi galleggianti
-
Temperatura: Alta temperatura di estrusione (>130°C).
-
Amido: Alto contenuto di amido (>20%).
-
Pressione: Elevata caduta di pressione sulla superficie dello stampo.
-
Il pellet risultante ha una densità inferiore a quella dell'acqua (<450 g/L), che gli consente di galleggiare.
Produzione di mangimi affondanti
-
Ventilazione: Utilizziamo una canna ventilata per consentire la fuoriuscita del vapore. prima la matrice. In questo modo si riduce l'espansione.
-
Temperatura: Temperatura di lavorazione più bassa (100-110°C).
-
Pressione: Abbassare la pressione dello stampo.
-
Ingredienti: Più proteine/grassi, meno amido.
-
Il risultato è un pellet denso (>600 g/L) che affonda rapidamente per gli animali che si nutrono sul fondo, come gamberi o halibut.
6. Il sistema di fustelle e taglierine
La piastra di stampaggio funge da strumento di formatura finale. La dinamica del flusso è fondamentale per ottenere una dimensione uniforme dei pellet.
Area aperta e design delle buche
L“”Area aperta" è l'area totale della sezione trasversale dei fori.
-
Troppo piccolo: Pressione eccessiva, sovraccarico del motore, bruciatura del mangime.
-
Troppo grande: Pressione insufficiente, scarsa compattazione, pellet debole.
-
Rapporto L/D: La lunghezza del foro della matrice divisa per il suo diametro. Un rapporto L/D più alto (ad esempio, 10:1) crea una maggiore resistenza, dando luogo a un pellet più denso e liscio. Un rapporto inferiore (ad esempio, 3:1) favorisce l'espansione.
Il gruppo della taglierina
Un coltello rotante ad alta velocità taglia l'estruso mentre emerge.
-
Sincronizzazione della velocità: La velocità della fresa deve essere sincronizzata con il numero di giri della vite per mantenere una lunghezza costante dei pellet.
-
Materiale della lama: Utilizziamo inserti in acciaio temprato o in carburo. Una lama opaca schiaccerà il pellet invece di tagliarlo, chiudendo i pori superficiali e compromettendo il successivo assorbimento dell'olio.
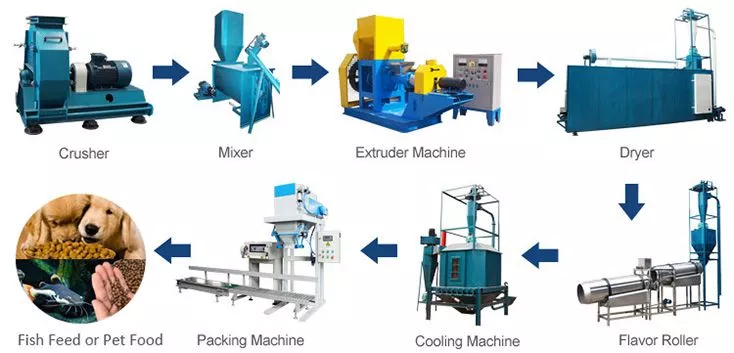
7. Post-estrusione: Essiccazione e rivestimento di grasso
Il pellet che esce dall'estrusore è umido (25% umidità) e caldo. Non è conservabile.
Essiccatoi orizzontali a nastro
I pellet vengono trasportati attraverso un essiccatore a più passaggi. L'aria calda (solitamente riscaldata da serpentine di vapore o da bruciatori a gas) circola attraverso il letto di pellet.
-
Umidità target: Ridotto a meno di 10-12%.
-
Prevenzione della muffa: Se l'umidità rimane al di sopra di 13%, la crescita di funghi è inevitabile durante la conservazione.
Rivestimento sottovuoto (infusione di olio)
Per le diete ad alta energia (salmone/trota), è necessario aggiungere grassi esterni. Spruzzando semplicemente olio sulla superficie si ottengono pellet unti che lasciano una chiazza d'olio sull'acqua.
-
Il processo: I pellet vengono inseriti in un miscelatore sottovuoto. L'aria viene aspirata dai pori del pellet. Viene spruzzato olio. Il vuoto viene rilasciato.
-
Fisica: La pressione atmosferica di ritorno spinge l'olio in profondità nel nucleo del pellet. Ciò consente di ottenere livelli di grasso fino a 35-40% senza ungere la superficie.
8. Parametri operativi e controllo
L'estrusione moderna è un processo basato sui dati. Gli operatori devono monitorare le variabili chiave per mantenere la qualità.
| Parametro | Intervallo ottimale (tipico) | Effetto della deviazione |
| Tasso di alimentazione | Carico costante | Gli sbalzi causano una cottura non uniforme e una variazione delle dimensioni. |
| Pressione del vapore | 2-4 Bar | La bassa pressione provoca vapore umido e scarso trasferimento di calore. |
| Temperatura del barile (Zona 1) | 80-100°C | Troppo alto: slittamento dell'alimentazione. Troppo basso: sovraccarico del motore. |
| Temperatura del barile (Zona 3) | 120-150°C | Determina l'espansione. Un livello troppo alto porta alla degradazione dei nutrienti. |
| PMI (Energia Meccanica Specifica) | 20-40 Wh/kg | Misura del lavoro svolto. Basso PMI = scarsa durata. |
9. Difetti comuni e risoluzione dei problemi
Anche con i migliori macchinari si verificano problemi. Ecco come li diagnostichiamo in base al comportamento del materiale.
I pellet “scoppiano” o esplodono
-
Causa: Il contenuto di umidità è troppo elevato o la temperatura è eccessiva. L'espansione del vapore è abbastanza violenta da frantumare la struttura.
-
Correggere: Ridurre l'acqua nel condizionatore; abbassare la temperatura della botte nella zona finale.
Rugosità superficiale (pelle di squalo)
-
Causa: Frattura della colata. Il materiale non scorre agevolmente attraverso lo stampo. Spesso è causata da uno stampo freddo o dalla mancanza di lubrificazione (grasso).
-
Correggere: Aumentare la temperatura della matrice; verificare se la formula necessita di un aggiustamento dei lipidi.
Lunghezze irregolari dei pellet
-
Causa: Flusso in aumento. Il materiale scivola sulla vite e poi si afferra.
-
Correggere: Controllare l'usura della canna (le scanalature potrebbero essere lisce). Aumentare la temperatura nella zona di alimentazione per migliorare la presa.
10. Efficienza energetica e sostenibilità
L'industria dei mangimi per pesci è sotto pressione per ridurre la propria impronta di carbonio. Il processo di estrusione è ad alta intensità energetica.
Sistemi di recupero del calore
Gli impianti più avanzati ora catturano l'aria calda esaurita dall'essiccatore e la ricircolano. Inoltre, la condensa delle camicie di riscaldamento del vapore viene restituita alla caldaia, risparmiando acqua ed energia termica.
Trasmissione diretta vs. trasmissione a cinghia
Lansonmachines raccomanda i riduttori a trasmissione diretta. Le trasmissioni a cinghia perdono 5-8% di efficienza a causa dello slittamento e dell'attrito. Un accoppiamento diretto garantisce il trasferimento di 98% della potenza del motore all'albero della vite, massimizzando l'efficienza della PMI.
11. Strategia di manutenzione per la longevità
Un programma di manutenzione predittiva è più economico dei tempi di inattività.
-
Settimanale: Controllare l'affilatura delle lame di taglio. Ispezionare il separatore magnetico per verificare che non vi siano detriti metallici all'interno del cilindro.
-
Mensile: Misurare lo spazio tra la vite e il cilindro. Se lo spazio supera i 3 mm, la capacità di produzione si riduce notevolmente a causa del riflusso.
-
Pulizia degli stampi: Non utilizzare mai utensili in acciaio duro per pulire i fori della matrice ostruiti. In questo modo si graffia la superficie, interrompendo il flusso. Utilizzare bagni a ultrasuoni o forare accuratamente con utensili in ottone morbido.
12. Il futuro: Proteine di origine vegetale e farina di insetti
La formulazione dei mangimi per pesci sta cambiando. La farina di pesce viene sostituita da concentrato di soia, glutine di grano e, sempre più spesso, da farina di insetti (larve di mosca nera).
-
Sfida di elaborazione: La farina di insetti ha proprietà reologiche diverse dalla farina di pesce. Spesso è più appiccicosa e più ricca di grassi.
-
Regolazione: Ciò richiede profili di vite diversi con elementi di taglio più aggressivi per garantire una miscelazione e una testurizzazione adeguate.
Domande frequenti (FAQ)
D1: Qual è la differenza tra un pellettizzatore e un estrusore per mangimi per pesci?
Un mulino a pellet utilizza una pressione meccanica per comprimere il pastone in un pellet denso (solo affondante). Crea poco calore e non gelatinizza completamente l'amido. Un estrusore utilizza calore e pressione elevati per cuocere il mangime, consentendo l'espansione (mangime galleggiante) e una maggiore digeribilità.
D2: Posso produrre mangimi galleggianti e affondanti con la stessa macchina?
Sì, è possibile passare dalla fase di galleggiamento a quella di affondamento regolando i parametri operativi (temperatura, velocità della vite e sfiato) e cambiando la formulazione della matrice. Tuttavia, un barile ventilato è particolarmente utile per l'alimentazione a caduta.
D3: Perché i miei pellet galleggianti affondano dopo pochi minuti?
Si tratta di un problema di stabilità dell'acqua. Di solito significa che la gelatinizzazione dell'amido era incompleta (temperatura di cottura troppo bassa) o che la qualità del legante è scarsa. L'aumento del tempo di permanenza nel condizionatore spesso risolve il problema.
D4: Con quale frequenza devo sostituire i segmenti di vite?
Per gli impianti ad alta capacità che funzionano 24 ore su 24, 7 giorni su 7, i segmenti delle viti nelle zone ad alta usura (zona di dosaggio) durano in genere da 2.000 a 4.000 ore, a seconda della qualità della lega. I segmenti della zona di alimentazione durano molto di più.
D5: Qual è il contenuto di umidità ideale per l'estrusione?
Il pastone che entra nell'estrusore deve avere generalmente un'umidità compresa tra 25% e 28%. Se è troppo secco, la macchina si blocca. Se è troppo umido, i pellet saranno mollicci e non si espanderanno.
D6: L'estrusione distrugge le vitamine presenti nel mangime?
Il calore elevato può degradare le vitamine sensibili al calore (come la vitamina C e A). Per controllare questo fenomeno, i produttori utilizzano forme vitaminiche stabili al calore o spruzzano le vitamine sui pellet dopo l'essiccazione e il raffreddamento.
D7: Cos'è la PMI e perché è importante?
PMI è l'acronimo di Energia meccanica specifica. Misura la quantità di energia immessa dal motore nel mangime. È direttamente correlato al grado di cottura (gelatinizzazione). Se lo SME è troppo basso, il pellet sarà grezzo e fragile.
D8: Posso lavorare gli scarti di pesce crudi direttamente nell'estrusore?
No. Gli scarti di pesce umidi hanno troppa umidità (70%+). Devono essere prima essiccati e macinati in farina di pesce. In alternativa, un impianto di “estrusione a umido” può gestire liquami con un'umidità più elevata, ma la formula necessita comunque di leganti secchi (farina/brano) per formare un pellet.
D9: Perché l'estrusore si blocca o si “tappa”?
L'intasamento avviene di solito durante l'avvio o l'arresto se la procedura non è corretta. Se il mash è troppo secco, si solidifica. Anche gli oggetti estranei (metallo/pietre) possono ostruire il dado. Prima di spegnere, lavare sempre con una miscela oleosa.
D10: Un estrusore bivite vale il costo aggiuntivo?
Se si producono mangimi ad alto contenuto di grassi (salmone/trota) o si utilizzano formulazioni molto fini (<0,8 mm per i vivai di gamberetti), è necessaria la doppia vite. Per i mangimi standard per pesci gatto o tilapia a basso contenuto di grassi, una vite singola è più conveniente dal punto di vista economico.