Um peixe flutuante máquina de ração peletizada é o equipamento central para a produção de pellets flutuantes para aquicultura que proporcionam uma melhor gestão da alimentação, uma maior taxa de conversão alimentar e uma menor poluição dos tanques; escolha um tipo de máquina com base na capacidade necessária, na qualidade dos pellets e no orçamento, otimizando simultaneamente a fórmula e os parâmetros de processamento para garantir o tempo de flutuação, a estabilidade dos nutrientes e a eficiência operacional.
1. O que é uma máquina de ração flutuante para peixes e por que ela é importante
Uma máquina de ração flutuante para peixes, frequentemente chamada de extrusora de ração flutuante ou peletizadora de ração aquática, converte ingredientes de ração moídos e misturados em pellets moldados que flutuam na água por um período controlável. A ração flutuante permite a alimentação visual, a alimentação por etapas e um monitoramento mais fácil dos resíduos, o que melhora a eficiência da alimentação e diminui os danos à qualidade da água em muitos sistemas de aquicultura. Os principais fornecedores apresentam sistemas do tipo seco e do tipo úmido (condicionados a vapor) que atendem às demandas de pequenas fazendas e plantas industriais.

2. Principais tipos de máquinas e suas diferenças
Duas famílias de máquinas dominam o mercado:
Extrusoras monovite do tipo seco
São compactos, eficientes em termos energéticos e frequentemente preferidos por pequenas e médias explorações agrícolas. Baseiam-se no corte mecânico, no calor por fricção e no aquecimento elétrico do barril para produzir pellets expandidos que flutuam sem vapor externo. Os sistemas do tipo seco são mais fáceis de operar e têm um custo de capital mais baixo.
Extrusoras do tipo húmido (condicionadas a vapor)
Os sistemas do tipo húmido utilizam um pré-condicionador que adiciona vapor e humidade antes da extrusão. Isso permite uma melhor gelatinização do amido e desnaturação das proteínas, criando pellets com excelente cozedura interna, superfície mais lisa e maior tempo de flutuação. Esses sistemas são utilizados em fábricas de rações aquáticas comerciais de maior porte e requerem uma fonte de vapor e um investimento ligeiramente mais elevado.
Mós de peletização com matriz anelar
A tecnologia de matriz anular é comumente usada para pellets afundantes ou semiflutuantes e para peletização de alto volume. Embora não seja o padrão para pellets flutuantes altamente expandidos, certos sistemas de matriz anular otimizados para rações aquáticas podem produzir pellets semiflutuantes com boa durabilidade.
3. Componentes principais e características técnicas do projeto
A maioria dos sistemas de produção de ração flutuante inclui os seguintes equipamentos e opções de design:
-
Moinho de martelo ou triturador: reduz os ingredientes brutos a um tamanho de partícula consistente para uma mistura uniforme.
-
Misturador: garante uma distribuição uniforme dos ingredientes secos, óleos e aditivos.
-
Pré-condicionador (para tipos húmidos): controla a humidade, a temperatura e o tempo de permanência para cozedura parcial.
-
Extrusora/expansora ou peletizadora: o coração da máquina, onde o cisalhamento, a pressão e o calor transformam as partículas em pellets. Para extrusoras, a geometria do parafuso, a relação comprimento/diâmetro e as zonas de aquecimento do cilindro são fundamentais.
-
Matriz e cortador: definir o diâmetro e o comprimento do pellet; o material da matriz e o perfil do orifício afetam o atrito e a expansão.
-
Secador e refrigerador: remova o excesso de humidade e estabilize os pellets para atingir o teor de água e a dureza desejados.
-
Revestidor ou tambor: aplica óleos, atrativos, vitaminas ou revestimentos aromatizantes sem danificar a estrutura do pellet.
-
Peneira e embalagem: tamanhos e embalagens do produto final.
O design é importante: as peças em contacto com os alimentos devem ser de aço inoxidável de qualidade alimentar, os rolamentos e vedantes devem tolerar o calor e a humidade, e os controlos devem permitir ajustes precisos de velocidade, temperatura e taxa de alimentação.

4. Matérias-primas, formulações e como elas afetam a flutuabilidade
O comportamento flutuante não é determinado apenas pela máquina; a formulação desempenha um papel importante.
Principais grupos de matérias-primas
-
Carboidratos: milho, trigo, arroz e refeições ricas em amido proporcionam expansão quando gelatinizados.
-
Proteínas: farinha de peixe, farinha de soja, farinha de carne e ossos ou concentrados de proteínas vegetais. O tipo de proteína influencia a digestibilidade e a integridade estrutural.
-
Gorduras e óleos: adicionado após a extrusão para aumentar a densidade energética e a palatabilidade. O excesso de óleo reduz a expansão e pode diminuir o tempo de flutuação.
-
Aglutinantes e aditivos: glúten de trigo, amidos gelatinizados ou ligantes sintéticos melhoram a durabilidade dos pellets. Os antioxidantes protegem as gorduras.
Estratégias de formulação para alcançar flutuabilidade
-
Aumente a fração de amido gelatinizável e controle a humidade e o cisalhamento durante a extrusão para reter o gás e criar uma matriz expandida.
-
Use níveis moderados de gordura na mistura e adicione óleos de acabamento após a secagem para evitar a plastificação do pellet durante a expansão.
-
Considere a proporção entre proteínas e amido e inclua aglutinantes para manter a dureza sem densidade excessiva.
-
Ajuste o tamanho das partículas: uma moagem muito fina pode densificar excessivamente a massa; uma distribuição equilibrada do tamanho das partículas geralmente produz a melhor expansão.
Dica prática: produza pequenos lotes de teste e meça o tempo de flutuação e a estabilidade na água antes de aumentar a escala.
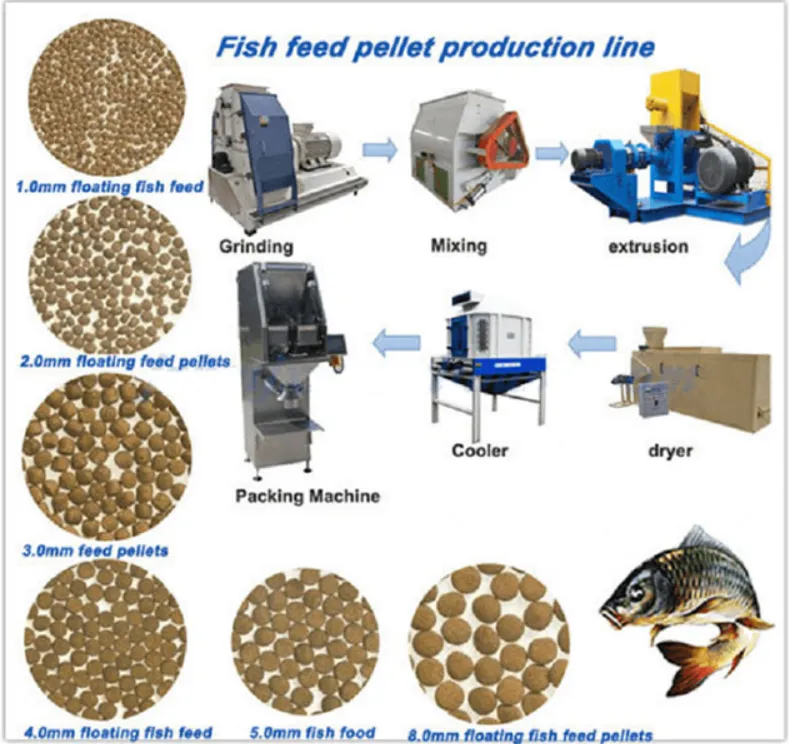
5. Processo de produção passo a passo (com fluxograma)
Etapas típicas da produção de pellets flutuantes:
-
Recebimento e inspeção de matéria-prima
-
Moagem para atingir o tamanho de partícula desejado
-
Pesagem e mistura de ingredientes secos
-
Pré-condicionamento (tipo húmido) ou alimentação direta (tipo seco)
-
Extrusão ou peletização através de matriz e cortador
-
Secagem para atingir o nível de humidade desejado
-
Arrefecimento e triagem
-
Revestimento e embalagem com óleo/vitaminas
Fluxograma simples (texto)
Moagem –> Mistura –> Pré-condicionamento (opcional) –> Extrusão/Peletização –> Secagem –> Arrefecimento –> Revestimento –> Embalagem
Cada etapa deve ser controlada para garantir o equilíbrio do rendimento e a qualidade do produto. O pré-condicionador e a extrusora são os elementos que mais influenciam as propriedades de flutuação.
6. Parâmetros operacionais essenciais que controlam a qualidade dos pellets
Controle estas variáveis com precisão para produzir pellets flutuantes consistentes:
-
Teor de humidade da ração: para o tipo seco, é típico um baixo nível de humidade, mas a energia térmica e de fricção deve ser suficiente para a expansão. Para o tipo húmido, o pré-condicionador aumenta a humidade até ao percentual desejado. A humidade típica durante o processo de extrusão varia entre 15% e 30%, dependendo do sistema.
-
Temperatura do cilindro e da matriz: determina a gelatinização do amido e as transformações das proteínas; um valor demasiado baixo resulta numa expansão insuficiente e baixa durabilidade, enquanto um valor demasiado alto pode degradar os nutrientes.
-
Velocidade do parafuso e relação L/D: afeta o tempo de permanência e o cisalhamento; um L/D mais longo geralmente resulta em um cozimento mais prolongado e uma melhor expansão.
-
Restrição da matriz e perfil do orifício: controla o aumento da pressão e a expansão pós-saída; uma transição gradual favorece a expiração.
-
Velocidade de corte e comprimento dos pellets: afeta a área da superfície e a taxa de secagem.
-
Temperatura de secagem e permanência: remove a humidade sem rachar os pellets; o excesso de secagem torna os pellets frágeis, enquanto a secagem insuficiente reduz o prazo de validade.
-
Quantidade e método de revestimento: aplicado após a secagem para evitar o colapso, melhora a palatabilidade e a estabilidade de armazenamento.
O monitoramento e o registo desses dados durante os testes constituem a base para o aumento de escala e o desempenho consistente do produto.

7. Gamas de capacidade, especificações típicas e considerações energéticas
Os equipamentos de alimentação flutuante abrangem desde pequenas extrusoras de bancada até linhas industriais:
Faixas de capacidade típicas
-
Hobby / pequena quinta: 20 a 200 kg por hora. Modelos compactos, frequentemente do tipo seco, com um único parafuso.
-
Comercial médio: 200 a 2.000 kg por hora. Frequentemente extrusora do tipo húmido com pré-condicionador.
-
Industrial: 2.000 a 10.000+ kg por hora. Linhas com várias extrusoras e sistemas de matriz anelar para grandes fábricas de rações.
Tabela de parâmetros representativos da máquina
| Capacidade (kg/h) | Motor principal (kW) | Diâmetro típico do pellet (mm) | Tempo de flutuação típico (horas) |
|---|---|---|---|
| 50 | 5.5 | 1,5–3,0 | 1–6 |
| 300 | 22 | 2,0–6,0 | 3–12 |
| 1,000 | 75 | 2,5–8,0 | 6–24 |
O consumo de energia depende do tamanho do motor, da geração de vapor para sistemas húmidos e dos ventiladores auxiliares de secagem. As instalações do tipo húmido consomem energia adicional para a geração de vapor, mas podem produzir pellets de maior qualidade por unidade alimentada.
8. Estabilidade na água, tempo de flutuação e testes laboratoriais
A estabilidade na água refere-se à capacidade de um pellet resistir à desintegração e à lixiviação de nutrientes quando imerso. O tempo de flutuação é o tempo durante o qual o pellet permanece flutuando.
Testes comumente usados
-
Teste de retenção de flutuação: coloque uma massa fixa de pellets na água e meça a percentagem que permanece flutuando após intervalos fixos, por exemplo, 1 hora, 6 horas, 12 horas.
-
Índice de estabilidade da água: quantificar a perda de massa após imersão por um tempo determinado, depois secar e pesar os resíduos.
-
Ensaio de lixiviação de nutrientes: medir a proteína solúvel e a gordura perdida na água durante o tempo de imersão.
Alvos comerciais típicos
-
Ração agrícola de curto prazo: tempo de flutuação de 3 a 12 horas, equilibrada com digestibilidade.
-
Pellets premium de afundamento lento ou flutuação prolongada: 12 a 24 horas de flutuabilidade para espécies de alto valor ou programas de gestão de rações.
9. Manutenção, peças de desgaste e melhores práticas de serviço
Peças de desgaste
-
Parafusos e barris: desgaste gradual devido a matérias-primas abrasivas; escolha ligas endurecidas ou revestimentos substituíveis.
-
Matrizes e cortadores: fundamental para a forma e o tamanho dos pellets; manter a tolerância e a nitidez.
-
Rolamentos e acoplamentos: monitorizar a vibração e lubrificar de acordo com o calendário.
Práticas de rotina
-
Realize inspeções diárias do funil de alimentação, do parafuso de alimentação e da área da matriz.
-
Mantenha um registo das horas de funcionamento das peças críticas e programe as substituições antes que ocorra um desgaste catastrófico.
-
Utilize lubrificantes de qualidade alimentar onde for possível o contacto acidental.
-
Faça a manutenção dos filtros e ventiladores da secadora para evitar o crescimento microbiano e o acúmulo de poeira.
Planeamento de peças sobressalentes
Mantenha um kit básico de peças sobressalentes: pelo menos um conjunto de matrizes sobressalentes, lâminas de corte, vedações e correias. Para sistemas do tipo húmido, mantenha purgadores de vapor e válvulas de segurança sobressalentes.
A manutenção preventiva regular reduz o tempo de inatividade e garante uma qualidade consistente dos pellets.
10. Como escolher a máquina certa para a sua operação
Use esta lista de verificação ao avaliar fornecedores e modelos:
-
Rendimento diário desejado em toneladas por dia e taxa de utilização realista.
-
Diâmetro, densidade e tempo de flutuação alvo do pellet. Adequar a capacidade da máquina aos resultados da formulação.
-
Especificação do produto final: prazo de validade, perfil nutricional, necessidades de revestimento.
-
Utilidades disponíveis: fornecimento de eletricidade e disponibilidade de vapor.
-
Pegada ecológica e escalabilidade: a fábrica permite uma futura expansão?
-
Material das peças de contacto: prefira aço inoxidável 304 ou 316 para resistência à corrosão.
-
Facilidade de limpeza e características de higiene para conformidade com os padrões alimentares.
-
Suporte pós-venda: disponibilidade de peças sobressalentes, formação e resolução remota de problemas.
-
Consumo de energia e custo operacional: custo total de propriedade.
-
Orçamento e horizonte de ROI: período de retorno do investimento do modelo com taxas de produção de ração realistas.
Peça aos fornecedores referências que mostrem instalações semelhantes e solicite testes ou amostras, sempre que possível. Os boletins técnicos dos fornecedores geralmente listam parâmetros de desempenho e receitas típicas.
11. Configurações comuns e layouts de linhas de produção
Os layouts típicos variam de acordo com a escala:
Linha pequena
Moinho de martelo → Misturador → Extrusora de parafuso único → Secador → Resfriador → Revestidor → Embalagem
Linha média
Moinho de martelo → Misturador de duas fases → Pré-condicionador → Extrusora de dupla rosca → Secador multizona → Resfriador → Revestidor de tambor → Embalagem
Grande linha industrial
Manuseamento de matéria-prima → Pré-condicionamento contínuo → Extrusoras de dupla rosca de alta capacidade → Grandes secadores e refrigeradores de múltiplas passagens → Revestimento e embalagem automatizados → Paletização
Em cada layout, equilibre a capacidade entre os dispositivos para evitar gargalos. O design modular facilita o dimensionamento.
12. Fatores de custo e modelo de ROI para uma decisão de investimento
Principais componentes de custo:
-
Despesas de capital para máquinas e infraestrutura da fábrica
-
Serviços públicos: custos de eletricidade e combustível a vapor
-
Custos de mão de obra para operação e manutenção
-
Peças sobressalentes e consumíveis
-
Custos e variabilidade das matérias-primas
-
Conformidade regulamentar e testes
Exemplo simples de ROI (ilustrativo)
Suponha uma fábrica média que produz 1 tonelada por hora, 8 horas/dia, 300 dias/ano = 2.400 toneladas métricas/ano.
-
Margem adicional aproximada da produção interna de ração em comparação com a compra: digamos 50 USD/tonelada (este valor varia muito)
-
Benefício bruto anual: 2.400 × 50 = 120.000 USD
-
Custo de capital para a linha: 250.000 a 1.000.000 USD, dependendo da automação e dos secadores
-
Período de retorno: Capital / Benefício líquido anual (após custos operacionais). Para este exemplo, um retorno conservador poderia variar de 3 a 8 anos, dependendo da eficiência operacional e da margem de alimentação.
Este modelo simples deve ser ajustado com os preços reais das matérias-primas locais, taxas de mão de obra e custos de energia. Solicite tabelas de consumo de energia dos fornecedores para cálculos precisos.
13. Considerações regulamentares, de segurança e de qualidade alimentar
-
Utilize aço inoxidável de qualidade alimentar para misturadores, cilindros extrusores, matrizes e transportadores, sempre que possível.
-
Garantir protocolos de limpeza e controlo de pragas. Secagem e armazenamento adequados para evitar a formação de micotoxinas.
-
Cumpra as regulamentações locais de segurança alimentar para rotulagem, aditivos e alegações nutricionais.
-
Utilize proteções para máquinas, paragens de emergência e procedimentos de bloqueio. Os operadores devem receber formação sobre os riscos associados a superfícies quentes e peças móveis.
-
Para sistemas do tipo húmido, a segurança da caldeira e do sistema de vapor deve estar em conformidade com os códigos jurisdicionais.
As verificações documentadas ao estilo HACCP e as certificações dos fornecedores aumentam a confiança do mercado nos alimentos vendidos.
14. Perguntas frequentes
P1: Qual é a diferença entre ração flutuante e ração afundante na prática?
A1: Os pellets flutuantes permanecem na superfície por um intervalo controlável, permitindo o controlo visual da alimentação e a alimentação por etapas. Os pellets que afundam alimentam espécies que vivem no fundo do mar ou gaiolas em águas profundas. A diferença é obtida pela formulação, grau de expansão e método de fabrico.
P2: A mesma máquina pode produzir pellets flutuantes e afundantes?
R2: Muitas extrusoras podem produzir ambos os tipos, alterando a formulação, a humidade e os parâmetros de processamento. Alguns moinhos de matriz anelar são otimizados para pellets afundados. Escolha equipamentos com flexibilidade de processo suficiente para ambos os modos.
P3: Por quanto tempo os pellets flutuantes devem permanecer flutuando?
R3: Os objetivos variam de acordo com a espécie e as práticas agrícolas. Os tempos de flutuação comuns variam de 1 hora para alimentação rápida a 12 horas ou mais para formulações de liberação lenta. Alinhe o tempo de flutuação com o comportamento alimentar da espécie e a gestão do tanque.
P4: Que tipo de máquina proporciona uma melhor retenção de nutrientes?
R4: Extrusoras do tipo úmido geralmente proporcionam um cozimento interno mais intenso, o que pode aumentar a digestibilidade e a retenção de nutrientes. No entanto, o controle adequado das temperaturas e dos tempos de permanência é fundamental para evitar danos aos nutrientes.
P5: Como o diâmetro das peletes afeta a alimentação dos peixes?
R5: O diâmetro das peletes deve corresponder ao tamanho da boca e ao comportamento alimentar. Peixes menores precisam de peletes de 1 a 3 mm, enquanto espécies de tamanho comercial ou de lagoa podem precisar de peletes de 3 a 8 mm. O diâmetro também afeta a dinâmica de afundamento/flutuação e as taxas de secagem.
P6: Quais são os modos de falha comuns de uma extrusora?
R6: Problemas frequentes incluem bloqueio da matriz, parafusos desgastados que reduzem a pressão, superaquecimento e alimentação inconsistente. A manutenção preventiva e o treinamento reduzem a ocorrência desses problemas.
P7: O pré-condicionamento é sempre necessário?
R7: Não. Os sistemas do tipo seco são projetados para operações de pequeno a médio porte sem vapor. O pré-condicionamento é recomendado para uma melhor expansão e pellets de alta qualidade consistente em linhas comerciais.
P8: Qual é a melhor forma de aplicar os óleos aos pellets flutuantes?
A8: Aplique os óleos após a secagem usando um revestidor de tambor ou sistema de pulverização com atomização para garantir uma cobertura uniforme sem danificar a estrutura do pellet. O revestimento aumenta a palatabilidade e a densidade energética.
P9: Como é que testam a flutuabilidade dos pellets internamente?
A9: Use um teste de retenção de flutuação: pese uma amostra fixa, mergulhe em água parada e registre a porcentagem flutuante em intervalos definidos. Combine com testes de estabilidade da água para monitorar a desintegração e a lixiviação.
P10: Que documentação um fornecedor deve apresentar?
A10: Especificações da máquina, curvas de processo (por exemplo, cargas do motor vs. rendimento), lista de peças sobressalentes, desenhos de instalação, plano de formação e dados de desempenho para uma formulação de ração semelhante. Solicite amostras do teste de aceitação de fábrica (FAT) antes do envio.
Comparação rápida: Tipo seco vs Tipo húmido (tabela)
| Caraterística | Extrusora do tipo seco | Extrusora do tipo húmido |
|---|---|---|
| Custo de capital | Inferior | Mais alto |
| Vapor necessário | Não | Sim |
| Expansão de pellets | Moderado | Elevado |
| Cozinhar com nutrientes | Inferior | Mais alto |
| Potencial de tempo de flutuação | Curto a médio | Médio a longo prazo |
| Utilizadores típicos | Pequenas e médias explorações agrícolas | Fábricas comerciais de rações |
| Complexidade operacional | Inferior | Mais alto |
Esta tabela resume as compensações para combinar a seleção de máquinas com as metas de produção.
Bibliografia e fontes utilizadas para a síntese
Examinei páginas técnicas e documentação de produtos dos principais fornecedores de equipamentos para rações aquáticas do mercado, bem como resumos técnicos, para extrair práticas comuns e expectativas de desempenho. As principais referências incluíram páginas técnicas dos fabricantes e visões gerais das extrusoras. As fontes selecionadas para pontos factuais críticos são citadas ao longo deste artigo.
Lista de verificação prática final para compradores
-
Defina o volume de produção anual alvo e a capacidade máxima por hora.
-
Produza uma formulação de ração de referência e solicite testes ou amostras de produção ao fornecedor.
-
Confirme os requisitos de serviços públicos e do local para necessidades elétricas e de vapor.
-
Validar o material de construção dos componentes em contacto com os alimentos.
-
Solicite os dados de consumo de energia de cada componente principal.
-
Solicite a lista de peças sobressalentes e os prazos de entrega.
-
Validar a formação e o suporte pós-venda, incluindo os parceiros de serviço locais.
-
Inclua os critérios de aceitação do teste no contrato de compra.