A cozedura por extrusão é o padrão atual da indústria para alimentos para aquacultura de alto desempenho quando o objetivo é melhorar a disponibilidade de nutrientes, controlar a flutuabilidade, a integridade dos grânulos e a estabilidade superior da água; no entanto, requer mais capital, energia e um controlo cuidadoso da temperatura, humidade e energia mecânica para evitar perdas de nutrientes sensíveis ao calor e para satisfazer o comportamento alimentar específico de cada espécie.
1. A Física da Extrusão: Processamento de curta duração a alta temperatura (HTST)
A cozedura por extrusão é definida como um processo de bio-reator de alta temperatura e tempo curto (HTST). Transforma uma mistura de ingredientes crus - proteínas, amidos e lípidos - numa massa fundida plastificada.
O papel do cisalhamento e do calor
A extrusora funciona simultaneamente como uma bomba de parafuso, um permutador de calor e um reator químico.
-
Energia térmica: Fornecido externamente através de vapor no condicionador e camisas de aquecimento no barril.
-
Energia mecânica: Gerada pela fricção do parafuso em rotação contra o material e a parede do tambor.
A combinação destas energias submete o mosto de ração a temperaturas que variam entre 80°C e 150°C durante um período de 5 a 10 segundos. Este aquecimento rápido destrói os factores anti-nutricionais (como os inibidores de tripsina na soja), preservando a biodisponibilidade das proteínas.
Gelatinização do amido
Na alimentação aquática, o amido actua como o principal aglutinante. Sob o efeito do calor e da humidade, os grânulos de amido absorvem água e incham. À medida que passam pelas zonas de alto cisalhamento da extrusora, a estrutura cristalina das moléculas de amilose e amilopectina decompõe-se.
-
Objetivo: É necessário um grau de gelatinização de 85% a 95% para uma estabilidade óptima em água.
-
Resultado: Isto assegura que o granulado não se desintegra imediatamente após atingir a água, reduzindo a poluição nos sistemas de aquacultura.
2. Preparação da matéria-prima: A base da integridade das pelotas
Antes de a extrusora poder funcionar, as matérias-primas devem ser submetidas a alterações físicas rigorosas. A máquina não pode corrigir os erros cometidos durante as fases de moagem ou de mistura.
Moagem ultrafina (pulverização)
A dimensão das partículas da matéria-prima determina a textura e a digestibilidade do alimento final. Para as espécies aquáticas, em particular o camarão ou os alevins, os ingredientes grosseiros são inaceitáveis.
-
Moinhos de martelos: Utilizando martelos com ponta de carboneto de tungsténio, os ingredientes são esmagados até passarem pelos crivos.
-
Necessidade de tamanho: Para a alimentação normal de peixes, 95% de partículas devem passar por um crivo de 60 malhas (aproximadamente 250 microns). Para a alimentação de camarões, o nosso objetivo é 80-100 mesh.
-
Nota metalúrgica: As partículas grossas actuam como grão abrasivo. Aceleram o desgaste da rosca da extrusora e podem bloquear os orifícios da matriz, causando picos de pressão perigosos.
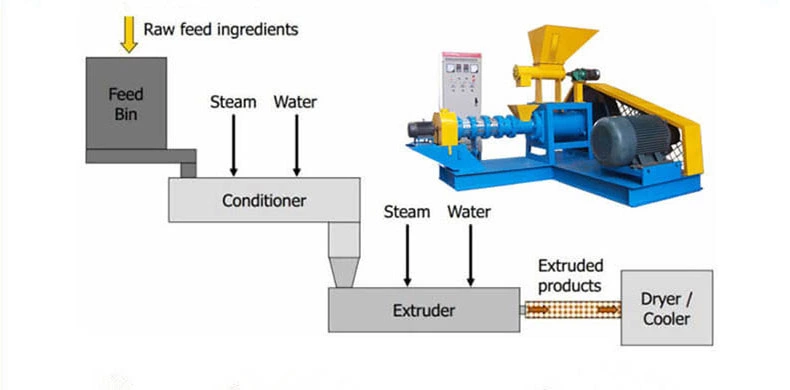
Condicionamento: A fase de pré-cozedura
O condicionador é uma câmara de mistura onde o mosto seco se encontra com vapor e água antes de entrar no barril da extrusora.
-
Injeção de vapor: Aumenta a temperatura do mosto para 90-95°C.
-
Adição de humidade: Ajusta o teor de humidade total para 25-30%.
-
Tempo de retenção: O mosto deve permanecer no condicionador durante 60 a 180 segundos. Este “tempo de permanência” amolece as partículas, reduzindo o binário mecânico exigido pelo motor principal da extrusora. Isto prolonga a vida útil da caixa de velocidades e dos componentes do parafuso.
3. O coração da máquina: Metalurgia de parafusos e barris
Como especialista em materiais da Lansonmachines, não posso deixar de salientar a importância do aço utilizado na câmara de processamento. A interação entre o parafuso e o tambor define a longevidade da máquina.
Configuração e geometria do parafuso
O parafuso não é um simples sem-fim. Está segmentado em três zonas de processamento distintas:
-
Zona de alimentação: Veios profundos para transportar pó de baixa densidade para a máquina.
-
Zona de amaciamento (compressão): A profundidade de voo diminui. Isto comprime o ar do mosto e aumenta a fricção.
-
Zona de medição (cozedura): Voos rasos com elevado cisalhamento. Isto aumenta a pressão final necessária para empurrar a massa fundida através da matriz.
Seleção de ligas para resistência ao desgaste
Os ingredientes das rações aquáticas contêm frequentemente farinha de ossos, carbonato de cálcio e outros minerais abrasivos. O aço-carbono normal avaria-se em poucas semanas.
| Componente | Material padrão | Material de alto desempenho (Recomendação da Lansonmachines) | Dureza (HRC) | Contexto de aplicação |
| Eixo de parafuso | Aço de liga de 40Cr | 38CrMoAlA | 28-32 (Essencial) | Transmissão de binário elevado |
| Voo de parafuso | Aço temperado por chama | 38CrMoAlA + Nitretação iónica | 60-62 (superfície) | Contacto da superfície com a alimentação |
| Revestimento do barril | ferro fundido | Liga bimetálica (Ni-Cr-B-Si) | 62-65 | Extrema resistência à abrasão |
| Matriz | 45# Aço | Aço inoxidável 4Cr13 | 52-55 | Resistência à corrosão e ao desgaste |
Informações técnicas: A camada de nitruração num parafuso tem normalmente uma profundidade de 0,5 mm a 0,7 mm. Quando esta camada se desgasta, a taxa de desgaste acelera exponencialmente. Recomendamos a verificação da geometria do parafuso a cada 2000 horas de funcionamento.
4. Extrusão de parafuso único vs. extrusão de parafuso duplo
O sector está dividido entre estas duas tecnologias. A escolha depende da complexidade da dieta, nomeadamente do teor de gordura.
Extrusoras de parafuso único (SSE)
-
Mecanismo: Depende da fricção contra a parede do tambor para fazer avançar o material. Se o material for demasiado escorregadio (elevado teor de gordura), roda com o parafuso e o fluxo pára.
-
Limite de gordura: geralmente limitada à adição interna de gordura 7-12%.
-
Custo: Menor investimento de capital e menores custos de manutenção.
-
Melhor para: Tilápia, carpa, peixe-gato (dietas normais).
Extrusoras de parafuso duplo (TSE)
-
Mecanismo: Dois parafusos de engrenagem rodam lado a lado. Criam uma ação de bombagem de deslocamento positivo. O movimento de um parafuso limpa o movimento do outro.
-
Manuseamento de gorduras: Pode processar dietas com até 17-22% de gordura interna.
-
Versatilidade: Melhor no manuseamento de matérias-primas pegajosas, ultrafinas ou altamente variáveis.
-
Melhor para: Salmão, truta, enguia, camarão e espécies carnívoras de elevado valor.
5. Controlo da densidade: Alimentação flutuante vs. alimentação afundada
A flutuabilidade do granulado é determinada pela sua densidade aparente, que é manipulada durante o processo de extrusão.
O mecanismo de expansão
Quando o alimento fundido sai da matriz, passa da alta pressão (30-60 bar) para a pressão atmosférica (1 bar). A água sobreaquecida no interior da pelota transforma-se instantaneamente em vapor. Esta expansão cria uma estrutura porosa e arejada.
Produção de alimentos flutuantes para animais
-
Temperatura: Temperatura de extrusão elevada (>130°C).
-
Amido: Elevado teor de amido (>20%).
-
Pressão: Queda de pressão elevada na face da matriz.
-
O granulado resultante tem uma densidade aparente inferior à da água (<450 g/L), o que lhe permite flutuar.
Produção de alimentos para animais que se afundam
-
Ventilação: Utilizamos um barril ventilado para permitir a saída do vapor antes de a matriz. Isto reduz a expansão.
-
Temperatura: Temperatura de processamento mais baixa (100-110°C).
-
Pressão: Diminuir a pressão da matriz.
-
Ingredientes: Mais proteínas/gorduras, menos amido.
-
O resultado é um grânulo denso (>600 g/L) que se afunda rapidamente para os peixes de fundo como o camarão ou o alabote.
6. O sistema de corte e matriz
A placa da matriz actua como a ferramenta de formação final. A dinâmica do fluxo aqui é crítica para o tamanho uniforme dos pellets.
Área aberta e desenho do furo
A “Área aberta” é a área total da secção transversal dos orifícios.
-
Demasiado pequeno: Pressão excessiva, sobrecarga do motor, queima da alimentação.
-
Demasiado grande: Pressão insuficiente, compactação deficiente, pellets fracos.
-
Relação L/D: O comprimento do furo da matriz dividido pelo seu diâmetro. Um rácio L/D mais elevado (por exemplo, 10:1) cria mais resistência, resultando numa pelota mais densa e suave. Um rácio mais baixo (por exemplo, 3:1) encoraja a expansão.
O conjunto do cortador
Uma faca rotativa de alta velocidade corta o extrudado à medida que este emerge.
-
Sincronização de velocidade: A velocidade do cortador deve ser sincronizada com as RPM do parafuso para manter um comprimento consistente dos grânulos.
-
Material da lâmina: Utilizamos aço para ferramentas endurecido ou pastilhas de metal duro. Uma lâmina cega esmagará o granulado em vez de o cortar, fechando os poros da superfície e afectando a absorção de óleo mais tarde.
7. Pós-Extrusão: Secagem e revestimento de gordura
O granulado que sai da extrusora está húmido (25% de humidade) e quente. Não é estável em prateleiras.
Secadores de esteira transportadora horizontal
Os pellets são transportados através de um secador de várias passagens. O ar quente (normalmente aquecido por serpentinas de vapor ou queimadores de gás) circula através do leito de pellets.
-
Humidade alvo: Reduzido para menos de 10-12%.
-
Prevenção do bolor: Se a humidade permanecer acima de 13%, o crescimento de fungos é inevitável durante o armazenamento.
Revestimento a vácuo (A infusão de óleo)
No caso de regimes alimentares muito energéticos (salmão/truta), deve ser adicionada gordura externa. A simples pulverização de óleo à superfície resulta em granulados gordurosos que deixam uma mancha de óleo na água.
-
O processo: Os granulados são colocados num misturador a vácuo. O ar é aspirado para fora dos poros do granulado. O óleo é pulverizado. O vácuo é libertado.
-
Física: A pressão atmosférica de retorno força o óleo a penetrar profundamente no núcleo do granulado. Isto permite níveis de gordura até 35-40% sem oleosidade superficial.
8. Parâmetros operacionais e controlo
A extrusão moderna é um processo orientado por dados. Os operadores devem monitorizar as principais variáveis para manter a qualidade.
| Parâmetro | Gama óptima (típica) | Efeito do desvio |
| Taxa de alimentação | Carga consistente | As sobretensões provocam uma cozedura desigual e variações de tamanho. |
| Pressão de vapor | 2-4 Barra | A baixa pressão resulta em vapor húmido e numa fraca transferência de calor. |
| Temperatura do barril (Zona 1) | 80-100°C | Demasiado alto: deslizamento do avanço. Demasiado baixo: sobrecarga do motor. |
| Temperatura do barril (Zona 3) | 120-150°C | Determina a expansão. Um valor demasiado elevado conduz à degradação dos nutrientes. |
| PME (Energia Mecânica Específica) | 20-40 Wh/kg | Medida do trabalho efectuado. PME baixo = fraca durabilidade. |
9. Defeitos comuns e resolução de problemas
Mesmo com as melhores máquinas, surgem problemas. Eis como os diagnosticamos com base no comportamento do material.
As pastilhas estão a “rebentar” ou a explodir
-
Causa: O teor de humidade é demasiado elevado ou a temperatura é excessiva. A expansão do vapor é suficientemente violenta para destruir a estrutura.
-
Fixar: Reduzir a água no condicionador; baixar a temperatura do barril na zona final.
Rugosidade da superfície (pele de tubarão)
-
Causa: Fratura de fusão. O material não está a fluir suavemente através da matriz. Frequentemente causada por uma matriz fria ou falta de lubrificação (gordura).
-
Fixar: Aumentar a temperatura da matriz; verificar se a fórmula necessita de um ajustamento lipídico.
Comprimentos irregulares das pelotas
-
Causa: Fluxo a subir. O material está a escorregar no parafuso e depois a agarrar.
-
Fixar: Verificar o desgaste do revestimento do cano (as ranhuras podem estar desgastadas). Aumentar a temperatura na zona de alimentação para melhorar a aderência.
10. Eficiência energética e sustentabilidade
A indústria de alimentos para peixes está sob pressão para reduzir a sua pegada de carbono. O processo de extrusão consome muita energia.
Sistemas de recuperação de calor
As fábricas avançadas captam agora o ar quente que sai do secador e recirculam-no. Além disso, o condensado das camisas de aquecimento a vapor é devolvido à caldeira, poupando água e energia térmica.
Transmissão direta vs. transmissão por correia
A Lansonmachines defende a utilização de caixas de velocidades de transmissão direta. As transmissões por correia perdem 5-8% de eficiência devido ao deslizamento e à fricção. Um acoplamento direto assegura que 98% da potência do motor é transferida para o veio do parafuso, maximizando a eficiência do SME.
11. Estratégia de manutenção para a longevidade
Um programa de manutenção preditiva é mais barato do que o tempo de inatividade.
-
Semanalmente: Verificar se as lâminas de corte estão afiadas. Inspecionar o separador magnético para garantir que não entram detritos metálicos no tambor.
-
Mensal: Medir a folga entre o parafuso e o tambor. Se a folga for superior a 3 mm, a capacidade de produção diminuirá significativamente devido ao refluxo.
-
Limpeza da matriz: Nunca utilize ferramentas de aço duro para limpar orifícios de matriz bloqueados. Isso risca a superfície, interrompendo o fluxo. Utilize banhos de ultra-sons ou perfure cuidadosamente com ferramentas de latão macio.
12. O futuro: Proteínas à base de plantas e farinha de insectos
A formulação dos alimentos para peixes está a mudar. A farinha de peixe está a ser substituída por concentrado de soja, glúten de trigo e, cada vez mais, por farinha de insectos (larvas da mosca-soldado-preta).
-
Desafio de processamento: A farinha de insectos tem propriedades reológicas diferentes das da farinha de peixe. É frequentemente mais pegajosa e mais rica em gordura.
-
Ajustamento: Isto requer diferentes perfis de parafuso com elementos de corte mais agressivos para garantir uma mistura e texturização adequadas.
Perguntas frequentes (FAQs)
Q1: Qual é a diferença entre um moinho de pellets e uma extrusora para alimentação de peixes?
Um moinho de pellets utiliza pressão mecânica para comprimir o mosto num pellet denso (apenas para afundar). Gera muito pouco calor e não gelatiniza totalmente o amido. Uma extrusora utiliza calor e pressão elevados para cozinhar a ração, permitindo a expansão (ração flutuante) e uma maior digestibilidade.
Q2: Posso fabricar alimentos para animais flutuantes e para animais que se afundam com a mesma máquina?
Sim. É possível alternar entre flutuante e afundante ajustando os parâmetros operacionais (temperatura, velocidade da rosca e ventilação) e alterando a formulação da matriz. No entanto, um cilindro ventilado é especificamente útil para a alimentação por afundamento.
Q3: Porque é que os meus granulados flutuantes se afundam após alguns minutos?
Este é um problema de estabilidade da água. Normalmente significa que a gelatinização do amido foi incompleta (temperatura de cozedura demasiado baixa) ou que a qualidade do aglutinante é má. Aumentar o tempo de permanência no amaciador resolve frequentemente este problema.
Q4: Com que frequência devo substituir os segmentos de parafuso?
Para fábricas de elevada capacidade que funcionam 24 horas por dia, 7 dias por semana, os segmentos de parafuso nas zonas de elevado desgaste (zona de dosagem) duram normalmente 2.000 a 4.000 horas, dependendo da qualidade da liga. Os segmentos da zona de alimentação duram muito mais tempo.
Q5: Qual é o teor de humidade ideal para a extrusão?
O mosto que entra na extrusora deve geralmente ter entre 25% e 28% de humidade. Se estiver demasiado seco, a máquina encrava. Se estiver demasiado húmido, os pellets ficarão moles e não se expandirão.
Q6: A extrusão destrói as vitaminas da ração?
O calor elevado pode degradar as vitaminas sensíveis ao calor (como a vitamina C e A). Para controlar este fenómeno, os fabricantes utilizam formas de vitaminas estáveis ao calor ou pulverizam as vitaminas sobre os granulados após a secagem e o arrefecimento.
Q7: O que é uma PME e porque é que é importante?
SME significa Energia Mecânica Específica. Mede a quantidade de energia introduzida pelo motor na ração. Está diretamente relacionada com o grau de cozedura (gelatinização). Se a SME for demasiado baixa, o granulado será cru e quebradiço.
Q8: Posso processar resíduos de peixe cru diretamente na extrusora?
Não. Os resíduos de peixe húmidos têm demasiada humidade (70%+). Devem ser secos e moídos em farinha de peixe primeiro. Em alternativa, uma configuração de “extrusão húmida” pode lidar com lamas de humidade mais elevada, mas a fórmula continua a necessitar de aglutinantes secos (farinha/farelo) para formar um granulado.
Q9: Por que é que a extrusora bloqueia ou “encrava”?
O entupimento ocorre normalmente durante o arranque ou a paragem, se o procedimento for incorreto. Se o mosto estiver demasiado seco, solidifica. Os objectos estranhos (metal/pedras) também podem bloquear o molde. Lavar sempre com uma mistura oleosa antes de desligar.
Q10: Vale a pena pagar mais por uma extrusora de duplo parafuso?
Se estiver a produzir alimentos com elevado teor de gordura (salmão/truta) ou a utilizar formulações muito finas (<0,8 mm para viveiros de camarão), é necessário o parafuso duplo. Para rações padrão para peixe-gato ou tilápia com baixo teor de gordura, um único parafuso é mais viável economicamente.