Ekstrüzyonla pişirme, hedef iyileştirilmiş besin kullanılabilirliği, kontrollü kaldırma kuvveti, güçlü pelet bütünlüğü ve üstün su stabilitesi olduğunda yüksek performanslı su ürünleri yemi için mevcut endüstri standardıdır; ancak ısıya duyarlı besin maddelerinin kaybını önlemek ve türe özgü beslenme davranışını karşılamak için daha fazla sermaye, enerji ve sıcaklık, nem ve mekanik enerjinin dikkatli bir şekilde kontrol edilmesini gerektirir.
1. Ekstrüzyon Fiziği: Yüksek Sıcaklıkta Kısa Süreli (HTST) İşleme
Ekstrüzyon pişirme, yüksek sıcaklıkta, kısa süreli (HTST) bir biyo-reaktör süreci olarak tanımlanır. Ham bileşenlerden (proteinler, nişastalar ve lipitler) oluşan bir karışımı plastikleştirilmiş bir eriyiğe dönüştürür.
Kesme ve Isının Rolü
Ekstrüder aynı anda bir vidalı pompa, bir ısı eşanjörü ve bir kimyasal reaktör olarak işlev görür.
-
Termal Enerji: Şartlandırıcıdaki buhar ve varil üzerindeki ısıtma ceketleri aracılığıyla harici olarak beslenir.
-
Mekanik Enerji: Malzemeye ve kovan duvarına karşı dönen vidanın sürtünmesiyle oluşur.
Bu enerjilerin kombinasyonu, yem püresini 5 ila 10 saniye süreyle 80°C ila 150°C arasında değişen sıcaklıklara maruz bırakır. Bu hızlı ısıtma, proteinlerin biyoyararlanımını korurken anti-besinsel faktörleri (soya fasulyesindeki tripsin inhibitörleri gibi) yok eder.
Nişasta Jelatinleşmesi
Su yemi için nişasta birincil bağlayıcı görevi görür. Isı ve nem altında nişasta granülleri su emer ve şişer. Ekstrüderin yüksek kesme bölgelerinden geçerken, amiloz ve amilopektin moleküllerinin kristal yapısı parçalanır.
-
Hedef: Optimum su stabilitesi için 85% ila 95% jelatinleşme derecesi gereklidir.
-
Sonuç: Bu, peletin suya düştüğünde hemen parçalanmamasını sağlayarak akuakültür sistemlerindeki kirliliği azaltır.
2. Hammadde Hazırlama: Pelet Bütünlüğünün Temeli
Ekstrüderin çalışabilmesi için hammaddelerin zorlu fiziksel değişikliklerden geçmesi gerekir. Makine, öğütme veya karıştırma aşamalarında yapılan hataları düzeltemez.
Ultra İnce Öğütme (Pulverizasyon)
Hammaddenin partikül boyutu, nihai yemin dokusunu ve sindirilebilirliğini belirler. Sucul türler, özellikle karides veya fingerlingler için kaba içerikler kabul edilemez.
-
Çekiçli Değirmenler: Tungsten-karbür uçlu çekiçler kullanılarak, malzemeler eleklerden geçene kadar parçalanır.
-
Boyut Gereksinimi: Standart balık yemi için 95% partikül 60 gözlü elekten geçmelidir (yaklaşık 250 mikron). Karides yemi için 80-100 mesh hedefliyoruz.
-
Metalurjik Not: Kaba partiküller aşındırıcı kum gibi davranır. Ekstrüder vidası uçuşundaki aşınmayı hızlandırır ve kalıp deliklerini tıkayarak tehlikeli basınç artışlarına neden olabilirler.
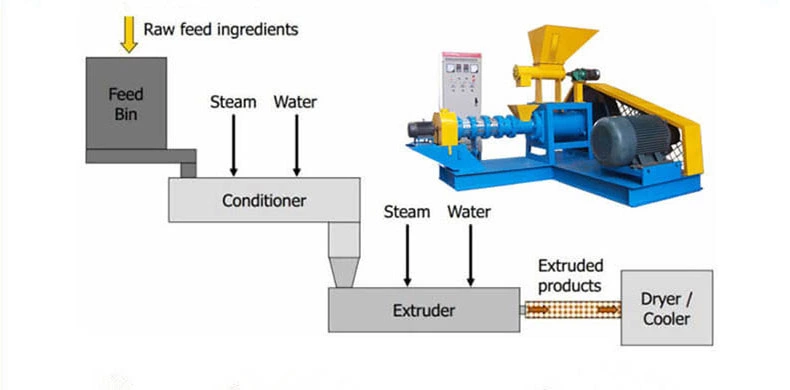
Kondisyonlama: Pişirme Öncesi Aşama
Şartlandırıcı, kuru mayşenin ekstrüder variline girmeden önce buhar ve suyla buluştuğu bir karıştırma odasıdır.
-
Buhar Enjeksiyonu: Püre sıcaklığını 90-95°C'ye yükseltir.
-
Nem Katkısı: Toplam nem içeriğini 25-30%'ye ayarlar.
-
Saklama Süresi: Püre 60 ila 180 saniye boyunca şartlandırıcıda kalmalıdır. Bu “bekleme süresi” partikülleri yumuşatarak ana ekstrüder motorunun ihtiyaç duyduğu mekanik torku azaltır. Bu da dişli kutusu ve vida bileşenlerinin ömrünü uzatır.
3. Makinenin Kalbi: Vida ve Namlu Metalurjisi
Lansonmachines'te bir malzeme uzmanı olarak, işleme haznesinde kullanılan çeliğin önemini ne kadar abartsam azdır. Vida ve kovan arasındaki etkileşim, makinenin uzun ömürlülüğünü belirler.
Vida Konfigürasyonu ve Geometrisi
Vida basit bir burgu değildir. Üç farklı işleme bölgesine ayrılmıştır:
-
Beslenme Bölgesi: Düşük yoğunluklu tozu makineye taşımak için derin uçuşlar.
-
Yoğurma (Sıkıştırma) Bölgesi: Uçuş derinliği azalır. Bu, mayşedeki havayı sıkıştırır ve sürtünmeyi artırır.
-
Ölçüm (Pişirme) Bölgesi: Yüksek kesmeli sığ uçuşlar. Bu, eriyiği kalıptan geçirmek için gereken nihai basıncı oluşturur.
Aşınma Direnci için Alaşım Seçimi
Su yemi içerikleri genellikle kemik unu, kalsiyum karbonat ve diğer aşındırıcı mineralleri içerir. Standart karbon çeliği haftalar içinde bozulacaktır.
| Bileşen | Standart Malzeme | Yüksek Performanslı Malzeme (Lansonmachines Tavsiyesi) | Sertlik (HRC) | Uygulama Bağlamı |
| Vidalı Mil | 40Cr Alaşımlı Çelik | 38CrMoAlA | 28-32 (Çekirdek) | Yüksek Torklu şanzıman |
| Vida Uçuşu | Alevle Sertleştirilmiş Çelik | 38CrMoAlA + İyon Nitrürleme | 60-62 (Yüzey) | Yem ile yüzey teması |
| Namlu Astarı | dökme demir | Bimetalik Alaşım (Ni-Cr-B-Si) | 62-65 | Aşırı aşınma direnci |
| Kalıp Plakası | 45# Çelik | Paslanmaz Çelik 4Cr13 | 52-55 | Korozyon ve Aşınma direnci |
Teknik İçgörü: Bir vida üzerindeki nitrürleme tabakası tipik olarak 0,5 mm ila 0,7 mm derinliğe sahiptir. Bu tabaka aşındığında, aşınma oranı katlanarak artar. Vida geometrisini her 2000 çalışma saatinde bir kontrol etmenizi öneririz.
4. Tek Vidalı ve Çift Vidalı Ekstrüzyon
Endüstri bu iki teknoloji arasında bölünmüştür. Seçim, diyetin karmaşıklığına, özellikle de yağ içeriğine bağlıdır.
Tek Vidalı Ekstrüderler (SSE)
-
Mekanizma: Malzemeyi ileriye taşımak için kovan duvarına karşı sürtünmeye dayanır. Malzeme çok kaygan ise (yüksek yağ), vida ile birlikte döner ve akış durur.
-
Yağ limiti: genellikle 7-12% dahili yağ ilavesi ile sınırlıdır.
-
Maliyet: Daha düşük sermaye yatırımı ve daha düşük bakım maliyetleri.
-
En iyisi: Tilapia, Sazan, Yayın Balığı (standart diyetler).
Çift Vidalı Ekstrüderler (TSE)
-
Mekanizma: İç içe geçen iki vida yan yana döner. Pozitif deplasmanlı bir pompalama hareketi oluştururlar. Bir vidanın uçuşu diğerinin uçuşunu siler.
-
Yağ İşleme: 17-22%'ye kadar iç yağ içeren diyetleri işleyebilir.
-
Çok yönlülük: Yapışkan, ultra ince veya çok değişken hammaddelerin işlenmesinde daha iyidir.
-
En iyisi: Somon, Alabalık, Yılan Balığı, Karides ve yüksek değerli etobur türler.
5. Yoğunluk Kontrolü: Yüzen ve Batan Yemler
Peletin kaldırma kuvveti, ekstrüzyon işlemi sırasında manipüle edilen yığın yoğunluğu tarafından belirlenir.
Genişleme Mekanizması
Erimiş yem kalıptan çıktığında, yüksek basınçtan (30-60 bar) atmosferik basınca (1 bar) geçer. Peletin içindeki aşırı ısıtılmış su anında buhara dönüşür. Bu genleşme gözenekli, havalandırılmış bir yapı oluşturur.
Yüzen Yem Üretimi
-
Sıcaklık: Yüksek ekstrüzyon sıcaklığı (>130°C).
-
Nişasta: Yüksek nişasta içeriği (>20%).
-
Basınç: Kalıp yüzeyinde yüksek basınç düşüşü.
-
Elde edilen pelet, sudan daha düşük bir yığın yoğunluğuna (<450 g/L) sahiptir ve yüzmesine izin verir.
Batan Yem Üretimi
-
Havalandırma: Buharın dışarı çıkmasını sağlamak için havalandırmalı bir varil kullanıyoruz önce kalıp. Bu da genleşmeyi azaltır.
-
Sıcaklık: Düşük işleme sıcaklığı (100-110°C).
-
Basınç: Düşük kalıp basıncı.
-
İçindekiler: Daha yüksek protein/yağ, daha düşük nişasta.
-
Sonuç, karides veya halibut gibi dipten beslenenler için hızla batan yoğun bir pelettir (>600 g/L).
6. Kalıp ve Kesici Sistemi
Kalıp plakası son şekillendirme aracı olarak işlev görür. Buradaki akış dinamikleri, homojen pelet boyutu için kritik öneme sahiptir.
Açık Alan ve Delik Tasarımı
“Açık Alan” deliklerin toplam kesit alanıdır.
-
Çok küçük: Aşırı basınç, motor aşırı yüklenmesi, yemin yanması.
-
Çok büyük: Yetersiz basınç, zayıf sıkıştırma, zayıf peletler.
-
L/D Oranı: Kalıp deliğinin uzunluğunun çapına bölünmesiyle elde edilir. Daha yüksek bir L/D oranı (örneğin 10:1) daha fazla direnç yaratarak daha yoğun, daha pürüzsüz bir pelet elde edilmesini sağlar. Daha düşük bir oran (örneğin 3:1) genişlemeyi teşvik eder.
Kesici Tertibatı
Yüksek hızlı bir döner bıçak, ekstrüdatı çıktığı gibi keser.
-
Hız Senkronizasyonu: Kesici hızı, tutarlı pelet uzunluğunu korumak için vida RPM'si ile senkronize edilmelidir.
-
Bıçak Malzemesi: Sertleştirilmiş takım çeliği veya karbür uçlar kullanıyoruz. Kör bir bıçak, peleti kesmek yerine parçalayacak, yüzey gözeneklerini kapatacak ve daha sonra yağ emilimini etkileyecektir.
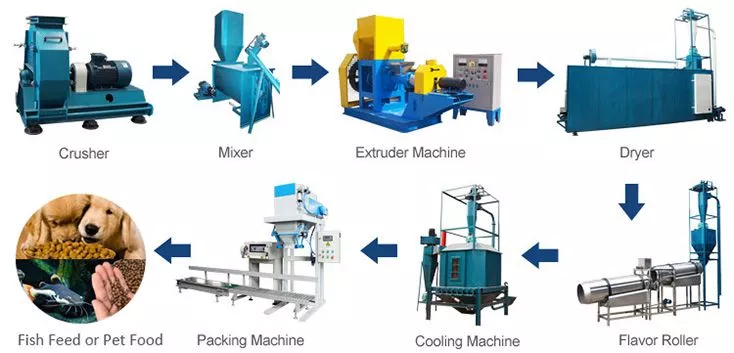
7. Ekstrüzyon Sonrası: Kurutma ve Yağ Kaplama
Ekstrüderden çıkan pelet ıslak (25% nem) ve sıcaktır. Rafa dayanıklı değildir.
Yatay Konveyörlü Kurutucular
Peletler çok geçişli bir kurutucudan geçirilir. Sıcak hava (genellikle buhar bobinleri veya gaz brülörleri tarafından ısıtılır) pelet yatağı boyunca dolaşır.
-
Hedef Nem: 10-12%'nin altına düşürüldü.
-
Küf Önleme: Nem 13%'nin üzerinde kalırsa, depolama sırasında mantar üremesi kaçınılmazdır.
Vakum Kaplama (Yağ İnfüzyonu)
Yüksek enerjili diyetler (somon/alabalık) için harici yağ eklenmelidir. Sadece yüzeye yağ püskürtmek, su üzerinde yağ tabakası bırakan yağlı peletlere neden olur.
-
Süreç: Peletler vakumlu bir karıştırıcıya yerleştirilir. Peletin gözeneklerinden hava emilir. İçine yağ püskürtülür. Vakum serbest bırakılır.
-
Fizik: Geri dönen atmosferik basınç, yağı peletin çekirdeğinin derinliklerine iter. Bu, yüzey yağlanması olmadan 35-40%'ye kadar yağ seviyelerine izin verir.
8. Operasyonel Parametreler ve Kontrol
Modern ekstrüzyon, veri odaklı bir süreçtir. Operatörler kaliteyi korumak için temel değişkenleri izlemelidir.
| Parametre | Optimal Aralık (Tipik) | Sapmanın Etkisi |
| Besleyici Oranı | Tutarlı Yük | Dalgalanma eşit olmayan pişirme ve boyut değişimine neden olur. |
| Buhar Basıncı | 2-4 Bar | Düşük basınç ıslak buhara ve zayıf ısı transferine neden olur. |
| Varil Sıcaklığı (Bölge 1) | 80-100°C | Çok yüksek: besleme kayıyor. Çok düşük: motor aşırı yükü. |
| Varil Sıcaklığı (Bölge 3) | 120-150°C | Genişlemeyi belirler. Çok yüksek olması besin bozulmasına yol açar. |
| SME (Spesifik Mekanik Enerji) | 20-40 Wh/kg | Yapılan işin ölçüsü. Düşük SME = zayıf dayanıklılık. |
9. Yaygın Kusurlar ve Sorun Giderme
En iyi makinelerde bile sorunlar ortaya çıkar. İşte bunları malzeme davranışına göre nasıl teşhis ediyoruz.
Peletler “Popcorning” veya Patlıyor
-
Sebep: Nem içeriği çok yüksek veya sıcaklık aşırı. Buhar genleşmesi yapıyı parçalayacak kadar şiddetlidir.
-
Düzelt: Şartlandırıcıdaki suyu azaltın; son bölgede varil sıcaklığını düşürün.
Yüzey Pürüzlülüğü (Köpekbalığı Derisi)
-
Sebep: Eriyik kırılması. Malzeme kalıptan düzgün bir şekilde akmıyor. Genellikle soğuk kalıp veya yağlama (yağ) eksikliğinden kaynaklanır.
-
Düzelt: Kalıp sıcaklığını artırın; formülün lipid ayarlamasına ihtiyacı olup olmadığını kontrol edin.
Eşit Olmayan Pelet Uzunlukları
-
Sebep: Akış dalgalanıyor. Malzeme vida üzerinde kayıyor, sonra kapıyor.
-
Düzelt: Namlu gömleğindeki aşınmayı kontrol edin (yivler pürüzsüz aşınmış olabilir). Tutuşu iyileştirmek için besleme bölgesindeki sıcaklığı arttırın.
10. Enerji Verimliliği ve Sürdürülebilirlik
Balık yemi endüstrisi karbon ayak izini azaltma konusunda baskı altındadır. Ekstrüzyon süreci enerji yoğundur.
Isı Geri Kazanım Sistemleri
Gelişmiş tesisler artık kurutucudan çıkan sıcak havayı yakalamakta ve yeniden dolaştırmaktadır. Ayrıca, buhar ısıtma ceketlerinden gelen yoğuşma suyu kazana geri gönderilerek su ve termal enerji tasarrufu sağlanmaktadır.
Doğrudan Tahrik vs Kayış Tahrik
Lansonmachines doğrudan tahrikli dişli kutularını savunur. Kayış tahrikleri, kayma ve sürtünme nedeniyle 5-8% verimlilik kaybeder. Doğrudan kaplin, motor gücünün 98%'sinin vida miline aktarılmasını sağlayarak SME verimliliğini en üst düzeye çıkarır.
11. Uzun Ömür için Bakım Stratejisi
Kestirimci bir bakım programı, duruş süresinden daha ucuzdur.
-
Haftalık: Kesici bıçakların keskinliğini kontrol edin. Namluya metal döküntü girmediğinden emin olmak için manyetik ayırıcıyı inceleyin.
-
Aylık: Vida ve kovan arasındaki boşluğu ölçün. Boşluk 3 mm'yi aşarsa, geri akış nedeniyle üretim kapasitesi önemli ölçüde düşecektir.
-
Kalıp Temizleme: Tıkanmış kalıp deliklerini temizlemek için asla sert çelik aletler kullanmayın. Bu yüzeyi çizerek akışı bozar. Ultrasonik banyoları kullanın veya yumuşak pirinç aletlerle dikkatlice delin.
12. Gelecek: Bitki Bazlı Proteinler ve Böcek Unu
Balık yeminin formülasyonu değişiyor. Balık ununun yerini soya konsantresi, buğday glüteni ve giderek artan bir şekilde böcek unu (Kara Asker Sineği larvaları) almaktadır.
-
İşlem Zorluğu: Böcek unu, balık unundan farklı reolojik özelliklere sahiptir. Genellikle daha yapışkan ve yağ oranı daha yüksektir.
-
Ayarlama: Bu, uygun karıştırma ve tekstürizasyon sağlamak için daha agresif kesme elemanlarına sahip farklı vida profilleri gerektirir.
Sıkça Sorulan Sorular (SSS)
S1: Balık yemi için pelet değirmeni ile ekstrüder arasındaki fark nedir?
Pelet değirmeni, püreyi yoğun bir pelet halinde sıkıştırmak için mekanik basınç kullanır (sadece batar). Çok az ısı oluşturur ve nişastayı tam olarak jelatinleştirmez. Bir ekstrüder, yemi pişirmek için yüksek ısı ve basınç kullanır, genişlemeye (yüzen yem) ve daha yüksek sindirilebilirliğe izin verir.
S2: Aynı makine ile hem yüzen hem de batan yem yapabilir miyim?
Evet. Çalışma parametrelerini (sıcaklık, vida hızı ve havalandırma) ayarlayarak ve kalıp formülasyonunu değiştirerek yüzen ve batan arasında geçiş yapabilirsiniz. Ancak, havalandırmalı bir kovan özellikle batan besleme için faydalıdır.
S3: Yüzen peletlerim neden birkaç dakika sonra batıyor?
Bu bir su stabilitesi sorunudur. Genellikle nişasta jelatinizasyonunun tamamlanmadığı (pişirme sıcaklığı çok düşük) veya bağlayıcı kalitesinin düşük olduğu anlamına gelir. Şartlandırıcıda bekleme süresini arttırmak genellikle bunu çözer.
S4: Vida segmentlerini ne sıklıkla değiştirmeliyim?
7/24 çalışan yüksek kapasiteli tesislerde, yüksek aşınma bölgelerindeki (ölçüm bölgesi) vida segmentleri alaşım kalitesine bağlı olarak tipik olarak 2.000 ila 4.000 saat dayanır. Besleme bölgesi segmentleri çok daha uzun ömürlüdür.
S5: Ekstrüzyon için ideal nem içeriği nedir?
Ekstrüdere giren püre genellikle 25% ile 28% nem arasında olmalıdır. Eğer çok kuru olursa makine sıkışacaktır. Çok ıslak olursa peletler lapa gibi olur ve genleşmez.
S6: Ekstrüzyon yemdeki vitaminleri yok eder mi?
Yüksek ısı, ısıya duyarlı vitaminleri (C ve A Vitamini gibi) bozabilir. Bunu kontrol altına almak için üreticiler ısıya dayanıklı vitamin formları kullanmakta veya kurutma ve soğutmadan sonra peletlerin üzerine vitamin püskürtmektedir.
S7: KOBİ nedir ve neden önemlidir?
SME, Spesifik Mekanik Enerji anlamına gelir. Motordan yeme giren enerji miktarını ölçer. Pişme derecesi (jelatinleşme) ile doğrudan ilişkilidir. SME çok düşükse, pelet ham ve kırılgan olacaktır.
S8: Çiğ balık atıklarını doğrudan ekstrüderde işleyebilir miyim?
Hayır. Islak balık atıklarında çok fazla nem vardır (70%+). Önce kurutulmalı ve öğütülerek balık unu haline getirilmelidir. Alternatif olarak, bir “ıslak ekstrüzyon” düzeneği daha yüksek nemli bulamaçları işleyebilir, ancak formülün bir pelet oluşturması için hala kuru bağlayıcılara (un/ran) ihtiyacı vardır.
S9: Ekstrüder neden bloke oluyor veya “tıkanıyor”?
Tıkanma, prosedür yanlışsa genellikle başlatma veya kapatma sırasında meydana gelir. Eğer mayşe çok kuruysa katılaşır. Yabancı cisimler (metal/taş) de kalıbı tıkayabilir. Kapatmadan önce daima yağlı bir karışımla yıkayın.
S10: Çift vidalı ekstrüder ekstra maliyete değer mi?
Yüksek yağlı yem üretiyorsanız (somon/alabalık) veya çok ince formülasyonlar kullanıyorsanız (karides fidanlığı için <0,8 mm), çift vidalı gereklidir. Düşük yağlı standart yayın balığı veya tilapia yemi için tek vida ekonomik olarak daha uygundur.