Die Extrusionskochung ist der derzeitige Industriestandard für Hochleistungs-Aquafutter, wenn eine verbesserte Nährstoffverfügbarkeit, ein kontrollierter Auftrieb, eine hohe Integrität der Pellets und eine hervorragende Wasserstabilität angestrebt werden. Sie erfordert jedoch einen höheren Kapital- und Energieaufwand und eine sorgfältige Kontrolle von Temperatur, Feuchtigkeit und mechanischer Energie, um Verluste hitzeempfindlicher Nährstoffe zu vermeiden und dem artspezifischen Fressverhalten gerecht zu werden.
1. Die Physik des Strangpressens: Hochtemperatur-Kurzzeit-Verarbeitung (HTST)
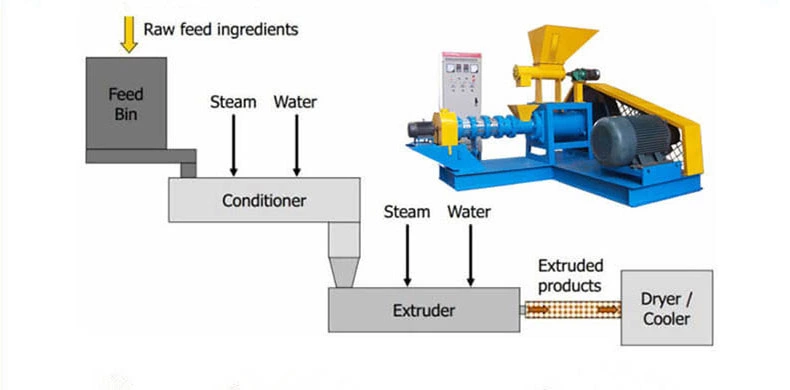
Extrusionskochen ist definiert als ein Hochtemperatur-Kurzzeit-Bioreaktorverfahren (HTST). Dabei wird ein Brei aus Rohstoffen - Proteinen, Stärke und Lipiden - in eine plastifizierte Schmelze verwandelt.
Die Rolle von Scherung und Wärme
Der Extruder fungiert gleichzeitig als Schneckenpumpe, Wärmetauscher und chemischer Reaktor.
-
Thermische Energie: Die Versorgung erfolgt von außen über Dampf im Konditionierer und Heizmäntel am Fass.
-
Mechanische Energie: Erzeugt durch die Reibung der Schnecke, die sich gegen das Material und die Zylinderwand dreht.
Durch die Kombination dieser Energien wird die Futtermaische für eine Dauer von 5 bis 10 Sekunden Temperaturen zwischen 80°C und 150°C ausgesetzt. Durch diese schnelle Erhitzung werden nährstofffeindliche Faktoren (wie Trypsin-Inhibitoren in Sojabohnen) zerstört, während die Bioverfügbarkeit der Proteine erhalten bleibt.
Stärke-Gelatinierung
Bei Aquafutter dient Stärke als Hauptbindemittel. Unter Einwirkung von Hitze und Feuchtigkeit absorbieren die Stärkekörner Wasser und quellen auf. Beim Durchlaufen der Scherzone des Extruders bricht die kristalline Struktur der Amylose- und Amylopektinmoleküle auf.
-
Ziel: Für eine optimale Wasserstabilität ist ein Verkleisterungsgrad von 85% bis 95% erforderlich.
-
Ergebnis: Dadurch wird sichergestellt, dass das Pellet nicht sofort zerfällt, wenn es ins Wasser gelangt, was die Verschmutzung in Aquakulturanlagen verringert.
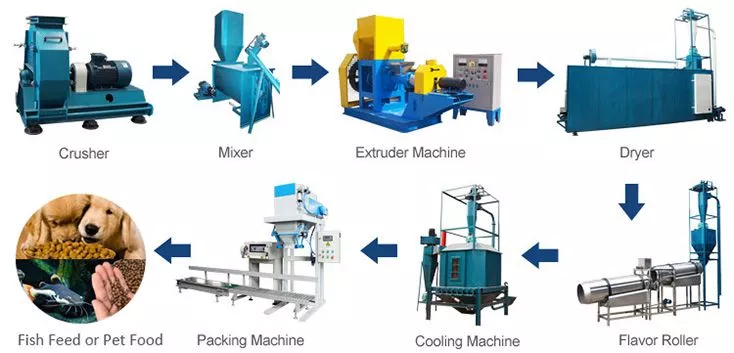
2. Vorbereitung des Rohmaterials: Die Grundlage für die Integrität von Pellets
Bevor der Extruder arbeiten kann, müssen die Rohstoffe strenge physikalische Veränderungen durchlaufen. Die Maschine kann keine Fehler korrigieren, die während des Mahlens oder Mischens entstanden sind.
Ultrafeines Mahlen (Pulverisierung)
Die Partikelgröße des Rohmaterials bestimmt die Beschaffenheit und Verdaulichkeit des fertigen Futters. Für aquatische Arten, insbesondere Garnelen oder Jungfische, sind grobe Zutaten inakzeptabel.
-
Hammermühlen: Mithilfe von Hämmern mit Wolframkarbidbestückung werden die Zutaten zerkleinert, bis sie die Siebe passieren.
-
Erforderliche Größe: Bei Standardfischfutter sollten 95% der Partikel durch ein 60-Maschen-Sieb (ca. 250 Mikrometer) gehen. Für Garnelenfutter streben wir eine Maschenweite von 80-100 an.
-
Metallurgische Anmerkung: Grobe Partikel wirken wie Schleifkorn. Sie beschleunigen den Verschleiß der Extruderschnecken und können die Düsenlöcher verstopfen, was zu gefährlichen Druckspitzen führt.
Konditionierung: Die Vor-Koch-Phase
Der Konditionierer ist eine Mischkammer, in der trockene Maische mit Dampf und Wasser vermischt wird, bevor sie in den Extruderzylinder gelangt.
-
Dampfeinspritzung: Erhöht die Maischetemperatur auf 90-95°C.
-
Feuchtigkeitszusatz: Stellt den Gesamtfeuchtigkeitsgehalt auf 25-30% ein.
-
Verweildauer: Die Maische sollte 60 bis 180 Sekunden lang im Konditionierer verbleiben. Diese “Verweilzeit” weicht die Partikel auf und reduziert das vom Hauptextrudermotor benötigte mechanische Drehmoment. Dadurch wird die Lebensdauer des Getriebes und der Schneckenkomponenten verlängert.
3. Das Herz der Maschine: Metallurgie von Schnecken und Zylindern
Als Materialexperte bei Lansonmachines kann ich gar nicht genug betonen, wie wichtig der im Arbeitsraum verwendete Stahl ist. Das Zusammenspiel von Schnecke und Zylinder entscheidet über die Langlebigkeit der Maschine.
Schneckenkonfiguration und Geometrie
Die Schnecke ist keine einfache Förderschnecke. Sie ist in drei verschiedene Verarbeitungszonen unterteilt:
-
Fütterungszone: Tiefe Mitnehmer, um Pulver mit geringer Dichte in die Maschine zu befördern.
-
Kneten (Kompression) Zone: Die Flugtiefe nimmt ab. Dadurch wird die Luft aus der Maische komprimiert und die Reibung erhöht.
-
Dosierung (Kochen) Zone: Flache Gänge mit hoher Scherung. Dadurch wird der Enddruck aufgebaut, der erforderlich ist, um die Schmelze durch die Düse zu drücken.
Auswahl der Legierung für Verschleißbeständigkeit
Aquafutterzutaten enthalten oft Knochenmehl, Kalziumkarbonat und andere abrasive Mineralien. Herkömmlicher Kohlenstoffstahl wird innerhalb weniger Wochen versagen.
| Komponente | Standard-Material | Hochleistungsmaterial (Empfehlung von Lansonmachines) | Härte (HRC) | Anwendungskontext |
| Schraube Welle | 40Cr legierter Stahl | 38CrMoAlA | 28-32 (Kern) | High Torque Getriebe |
| Schraube Flug | Flammgehärteter Stahl | 38CrMoAlA + Ionen-Nitrierung | 60-62 (Oberfläche) | Oberflächenkontakt mit dem Futter |
| Fassauskleidung | Gusseisen | Bimetallische Legierung (Ni-Cr-B-Si) | 62-65 | Extreme Abriebfestigkeit |
| Die Platte | 45# Stahl | Rostfreier Stahl 4Cr13 | 52-55 | Korrosions- und Verschleißfestigkeit |
Technische Einblicke: Die Nitrierschicht auf einer Schraube hat normalerweise eine Tiefe von 0,5 bis 0,7 mm. Sobald diese Schicht abgenutzt ist, beschleunigt sich die Verschleißrate exponentiell. Wir empfehlen, die Schneckengeometrie alle 2000 Betriebsstunden zu überprüfen.
4. Einschnecken- vs. Doppelschneckenextrusion
Die Industrie ist gespalten zwischen diesen beiden Technologien. Die Wahl hängt von der Komplexität der Ernährung ab, insbesondere vom Fettgehalt.
Einschneckenextruder (SSE)
-
Mechanismus: Das Material wird durch die Reibung an der Zylinderwand vorwärts bewegt. Wenn das Material zu glitschig ist (hoher Fettgehalt), dreht es sich mit der Schnecke und der Fluss stoppt.
-
Fettgrenze: in der Regel auf 7-12% interne Fettzugabe beschränkt.
-
Kosten: Geringere Kapitalinvestitionen und geringere Wartungskosten.
-
Am besten geeignet für: Tilapia, Karpfen, Wels (Standarddiäten).
Doppelschneckenextruder (TSE)
-
Mechanismus: Zwei ineinander greifende Schnecken drehen sich nebeneinander. Sie erzeugen einen Verdrängungspumpvorgang. Der Gang der einen Schnecke wischt den Gang der anderen ab.
-
Umgang mit Fett: Kann Diäten mit bis zu 17-22% internem Fett verarbeiten.
-
Vielseitigkeit: Besseres Handling von klebrigen, ultrafeinen oder stark variierenden Rohstoffen.
-
Am besten geeignet für: Lachs, Forelle, Aal, Garnele und hochwertige fleischfressende Arten.
5. Dichtheitskontrolle: Schwimmendes vs. sinkendes Futter
Der Auftrieb des Granulats wird durch seine Schüttdichte bestimmt, die während des Extrusionsprozesses manipuliert wird.
Der Mechanismus der Expansion
Wenn das geschmolzene Futtermittel die Düse verlässt, geht es von hohem Druck (30-60 bar) auf atmosphärischen Druck (1 bar) über. Das überhitzte Wasser im Inneren des Pellets verwandelt sich augenblicklich in Dampf. Durch diese Expansion entsteht eine poröse, belüftete Struktur.
Herstellung von Schwimmfutter
-
Temperatur: Hohe Extrusionstemperatur (>130°C).
-
Stärke: Hoher Stärkegehalt (>20%).
-
Druck: Hoher Druckabfall an der Matrizenoberfläche.
-
Das so entstandene Pellet hat eine geringere Schüttdichte als Wasser (<450 g/L), so dass es schwimmen kann.
Produktion von sinkendem Futter
-
Entlüftung: Wir verwenden ein belüftetes Fass, damit der Dampf entweichen kann. vor der Matrize. Dies verringert die Ausdehnung.
-
Temperatur: Niedrigere Verarbeitungstemperatur (100-110°C).
-
Druck: Gesenkdruck senken.
-
Zutaten: Mehr Eiweiß/Fett, weniger Stärke.
-
Das Ergebnis ist ein dichtes Pellet (>600 g/L), das bei Bodenfressern wie Garnelen oder Heilbutt schnell absinkt.
6. Das Stanz- und Schneidesystem
Die Lochplatte dient als endgültiges Formwerkzeug. Die Fließdynamik ist hier entscheidend für eine gleichmäßige Pelletgröße.
Offene Fläche und Lochgestaltung
Die “offene Fläche” ist die gesamte Querschnittsfläche der Löcher.
-
Zu klein: Übermäßiger Druck, Überlastung des Motors, Verbrennung des Futters.
-
Zu groß: Unzureichender Druck, schlechte Verdichtung, schwache Pellets.
-
L/D-Verhältnis: Die Länge der Matrizenöffnung geteilt durch ihren Durchmesser. Ein höheres L/D-Verhältnis (z. B. 10:1) erzeugt mehr Widerstand, was zu einem dichteren, glatteren Pellet führt. Ein niedrigeres Verhältnis (z. B. 3:1) fördert die Expansion.
Die Schneidevorrichtung
Ein rotierendes Hochgeschwindigkeitsmesser schneidet das Extrudat beim Austritt.
-
Synchronisierung der Geschwindigkeit: Die Messerdrehzahl muss mit der Schneckendrehzahl synchronisiert werden, um eine gleichmäßige Pelletlänge zu gewährleisten.
-
Material der Klinge: Wir verwenden gehärteten Werkzeugstahl oder Hartmetalleinsätze. Eine stumpfe Klinge zerschlägt das Pellet, anstatt es abzuscheren, wodurch die Poren der Oberfläche geschlossen werden und die spätere Ölaufnahme beeinträchtigt wird.
7. Nach der Extrusion: Trocknung und Fettüberzug
Das Granulat, das den Extruder verlässt, ist feucht (25% Feuchtigkeit) und heiß. Es ist nicht lagerstabil.
Horizontale Förderbandtrockner
Die Pellets werden durch einen Mehrzugtrockner transportiert. Heiße Luft (in der Regel durch Dampfschlangen oder Gasbrenner erhitzt) zirkuliert durch das Pelletbett.
-
Ziel-Feuchtigkeit: Reduziert auf unter 10-12%.
-
Schimmelprävention: Bleibt die Feuchtigkeit über 13%, ist eine Schimmelbildung während der Lagerung unvermeidlich.
Vakuumbeschichtung (Die Ölinfusion)
Bei energiereichem Futter (Lachs/Forelle) muss externes Fett hinzugefügt werden. Einfaches Sprühen von Öl auf die Oberfläche führt zu fettigen Pellets, die einen Ölfilm auf dem Wasser hinterlassen.
-
Der Prozess: Die Pellets werden in einen Vakuummischer gegeben. Die Luft wird aus den Poren des Pellets gesaugt. Öl wird eingesprüht. Das Vakuum wird aufgehoben.
-
Physik: Der zurückkehrende atmosphärische Druck drückt das Öl tief in den Kern des Pellets. Dies ermöglicht Fettgehalte bis zu 35-40% ohne Oberflächenfettung.
8. Betriebsparameter und Kontrolle
Die moderne Extrusion ist ein datengesteuerter Prozess. Die Bediener müssen wichtige Variablen überwachen, um die Qualität zu erhalten.
| Parameter | Optimale Reichweite (typisch) | Auswirkung der Abweichung |
| Feeder Rate | Konsistente Belastung | Das Überschwappen führt zu ungleichmäßigem Kochen und Größenunterschieden. |
| Dampfdruck | 2-4 Bar | Niedriger Druck führt zu Nassdampf und schlechter Wärmeübertragung. |
| Fass-Temperatur (Zone 1) | 80-100°C | Zu hoch: Vorschub verrutscht. Zu niedrig: Überlastung des Motors. |
| Fass-Temperatur (Zone 3) | 120-150°C | Bestimmt die Ausdehnung. Ein zu hoher Wert führt zum Nährstoffabbau. |
| SME (Spezifische Mech. Energie) | 20-40 Wh/kg | Maß für die geleistete Arbeit. Niedrige SME = schlechte Haltbarkeit. |
9. Häufige Defekte und Fehlersuche
Selbst bei den besten Maschinen können Probleme auftreten. Hier erfahren Sie, wie wir diese anhand des Materialverhaltens diagnostizieren.
Pellets sind “Popcorning” oder explodieren
-
Die Ursache: Der Feuchtigkeitsgehalt ist zu hoch oder die Temperatur ist zu hoch. Die Dampfausdehnung ist stark genug, um die Struktur zu zerstören.
-
Reparieren: Reduzieren Sie das Wasser im Konditionierer; senken Sie die Fasstemperatur in der Endzone.
Oberflächenrauhigkeit (Haifischhaut)
-
Die Ursache: Bruch der Schmelze. Das Material fließt nicht gleichmäßig durch die Düse. Oft verursacht durch eine kalte Düse oder fehlende Schmierung (Fett).
-
Reparieren: Erhöhen Sie die Temperatur der Matrize; prüfen Sie, ob die Formel eine Lipidanpassung benötigt.
Ungleiche Pelletlängen
-
Die Ursache: Fließspitzenbildung. Das Material rutscht auf der Schraube und klemmt dann.
-
Reparieren: Überprüfen Sie den Verschleiß der Laufbuchse (die Rillen können glatt sein). Erhöhen Sie die Temperatur in der Einzugszone, um die Griffigkeit zu verbessern.
10. Energieeffizienz und Nachhaltigkeit
Die Fischfutterindustrie steht unter dem Druck, ihren ökologischen Fußabdruck zu verringern. Der Extrusionsprozess ist sehr energieintensiv.
Systeme zur Wärmerückgewinnung
Moderne Anlagen fangen jetzt die heiße Abluft aus dem Trockner auf und führen sie zurück in den Kreislauf. Außerdem wird das Kondensat aus den Dampfheizmänteln in den Kessel zurückgeführt, was Wasser und Wärmeenergie spart.
Direktantrieb vs. Riemenantrieb
Lansonmachines plädiert für Getriebe mit Direktantrieb. Riemenantriebe verlieren aufgrund von Schlupf und Reibung 5-8% an Effizienz. Eine Direktkupplung sorgt dafür, dass 98% der Motorleistung auf die Schneckenwelle übertragen werden, wodurch der Wirkungsgrad des KMU maximiert wird.
11. Instandhaltungsstrategie für Langlebigkeit
Ein vorausschauender Wartungsplan ist billiger als Ausfallzeiten.
-
Wöchentlich: Prüfen Sie die Messer auf ihre Schärfe. Überprüfen Sie den Magnetabscheider, um sicherzustellen, dass keine Metallrückstände in die Trommel gelangen.
-
Monatlich: Messen Sie den Abstand zwischen der Schnecke und dem Zylinder. Wenn der Spalt mehr als 3 mm beträgt, sinkt die Produktionskapazität aufgrund des Rückflusses erheblich.
-
Die Reinigung: Verwenden Sie niemals Werkzeuge aus hartem Stahl, um verstopfte Matrizenlöcher zu reinigen. Dadurch wird die Oberfläche zerkratzt und der Durchfluss unterbrochen. Verwenden Sie Ultraschallbäder oder bohren Sie vorsichtig mit weichen Messingwerkzeugen auf.
12. Die Zukunft: Proteine auf Pflanzenbasis und Insektenmehl
Die Zusammensetzung von Fischfutter ändert sich. Fischmehl wird durch Sojakonzentrat, Weizengluten und zunehmend durch Insektenmehl (Larven der Schwarzen Soldatenfliege) ersetzt.
-
Verarbeitung Herausforderung: Insektenmehl hat andere rheologische Eigenschaften als Fischmehl. Es ist oft klebriger und enthält mehr Fett.
-
Anpassung: Dies erfordert andere Schneckenprofile mit aggressiveren Scherelementen, um eine ordnungsgemäße Mischung und Texturierung zu gewährleisten.
Häufig gestellte Fragen (FAQs)
F1: Was ist der Unterschied zwischen einer Pelletmühle und einem Extruder für Fischfutter?
In einer Pelletpresse wird die Maische mit mechanischem Druck zu einem dichten Pellet gepresst (nur sinkend). Dabei entsteht nur sehr wenig Wärme und die Stärke wird nicht vollständig verkleistert. Bei einem Extruder wird das Futter mit hoher Hitze und hohem Druck gekocht, wodurch es sich ausdehnt (schwimmendes Futter) und besser verdaulich wird.
F2: Kann ich mit der gleichen Maschine sowohl schwimmendes als auch sinkendes Futter herstellen?
Ja. Sie können zwischen schwimmendem und sinkendem Futter umschalten, indem Sie die Betriebsparameter (Temperatur, Schneckendrehzahl und Entlüftung) anpassen und die Matrizenrezeptur ändern. Ein entlüfteter Zylinder ist jedoch speziell für die sinkende Zuführung hilfreich.
F3: Warum sinken meine schwimmenden Pellets nach ein paar Minuten?
Dies ist ein Problem der Wasserstabilität. In der Regel bedeutet es, dass die Stärkeverkleisterung unvollständig war (zu niedrige Kochtemperatur) oder die Qualität des Bindemittels schlecht ist. Eine Erhöhung der Verweilzeit im Konditionierer bringt oft Abhilfe.
F4: Wie oft sollte ich die Schraubensegmente austauschen?
Bei Hochleistungsanlagen, die rund um die Uhr laufen, halten die Schneckensegmente in den verschleißintensiven Zonen (Dosierzone) je nach Legierungsqualität typischerweise 2.000 bis 4.000 Stunden. Die Segmente der Einzugszone halten wesentlich länger.
F5: Was ist der ideale Feuchtigkeitsgehalt für die Extrusion?
Die Maische, die in den Extruder gelangt, sollte im Allgemeinen zwischen 25% und 28% Feuchtigkeit aufweisen. Ist sie zu trocken, wird die Maschine verstopfen. Ist sie zu feucht, werden die Pellets breiig und können sich nicht ausdehnen.
F6: Werden durch die Extrusion Vitamine im Futtermittel zerstört?
Die hohe Hitze kann hitzeempfindliche Vitamine (wie Vitamin C und A) abbauen. Um dies in den Griff zu bekommen, verwenden die Hersteller hitzestabile Vitaminformen oder sprühen die Vitamine nach dem Trocknen und Abkühlen auf das Granulat.
F7: Was ist ein KMU und warum ist es wichtig?
SME steht für Spezifische Mechanische Energie. Sie misst die Energiemenge, die der Motor in das Futter einbringt. Sie korreliert direkt mit dem Kochgrad (Verkleisterung). Ist die SME zu niedrig, sind die Pellets roh und spröde.
F8: Kann ich rohe Fischabfälle direkt im Extruder verarbeiten?
Nein. Nasse Fischabfälle haben zu viel Feuchtigkeit (70%+). Sie müssen zunächst getrocknet und zu Fischmehl gemahlen werden. Alternativ kann eine “Nassextrusions”-Anlage Schlämme mit höherem Feuchtigkeitsgehalt verarbeiten, aber die Formel benötigt immer noch trockene Bindemittel (Mehl/Kleie), um ein Pellet zu bilden.
F9: Warum blockiert oder verstopft“ der Extruder?
Verstopfungen treten in der Regel beim An- oder Abfahren auf, wenn das Verfahren nicht korrekt ist. Wenn die Maische zu trocken ist, verfestigt sie sich. Auch Fremdkörper (Metall/Steine) können die Matrize verstopfen. Spülen Sie immer mit einer öligen Mischung, bevor Sie die Maschine abstellen.
F10: Ist ein Doppelschneckenextruder die zusätzlichen Kosten wert?
Wenn Sie fettreiches Futter (Lachs/Forelle) herstellen oder sehr feine Formulierungen verwenden (<0,8 mm für Garnelenaufzucht), ist die Doppelschnecke erforderlich. Für Standard-Wels- oder Tilapia-Futter mit geringem Fettgehalt ist eine einzelne Schnecke wirtschaftlicher zu betreiben.