Extrusion cooking is the current industry standard for high-performance aquafeed when the target is improved nutrient availability, controlled buoyancy, strong pellet integrity and superior water stability; however it requires greater capital, energy and careful control of temperature, moisture and mechanical energy to avoid losses of heat-sensitive nutrients and to meet species-specific feeding behavior.
1. The Physics of Extrusion: High-Temperature Short-Time (HTST) Processing
Extrusion cooking is defined as a high-temperature, short-time (HTST) bio-reactor process. It transforms a mash of raw ingredients—proteins, starches, and lipids—into a plasticized melt.
The Role of Shear and Heat
The extruder functions as a screw pump, a heat exchanger, and a chemical reactor simultaneously.
-
Thermal Energy: Supplied externally via steam in the conditioner and heating jackets on the barrel.
-
Mechanical Energy: Generated by the friction of the screw rotating against the material and the barrel wall.
The combination of these energies subjects the feed mash to temperatures ranging from 80°C to 150°C for a duration of 5 to 10 seconds. This rapid heating destroys anti-nutritional factors (like trypsin inhibitors in soybeans) while preserving the bioavailability of proteins.
Starch Gelatinization
For aquafeed, starch acts as the primary binder. Under heat and moisture, starch granules absorb water and swell. As they pass through the high-shear zones of the extruder, the crystalline structure of the amylose and amylopectin molecules breaks down.
-
Target: A gelatinization degree of 85% to 95% is required for optimal water stability.
-
Result: This ensures the pellet does not disintegrate immediately upon hitting the water, reducing pollution in aquaculture systems.
2. Raw Material Preparation: The Foundation of Pellet Integrity
Before the extruder can operate, the raw materials must undergo rigorous physical changes. The machine cannot correct errors made during the grinding or mixing stages.
Ultra-Fine Grinding (Pulverization)
The particle size of the raw material dictates the texture and digestibility of the final feed. For aquatic species, particularly shrimp or fingerlings, coarse ingredients are unacceptable.
-
Hammer Mills: Utilizing tungsten-carbide tipped hammers, ingredients are smashed until they pass through screens.
-
Size Requirement: For standard fish feed, 95% of particles should pass through a 60-mesh screen (approx. 250 microns). For shrimp feed, we aim for 80-100 mesh.
-
Metallurgical Note: Coarse particles act as abrasive grit. They accelerate wear on the extruder screw flighting and can block the die holes, causing dangerous pressure spikes.
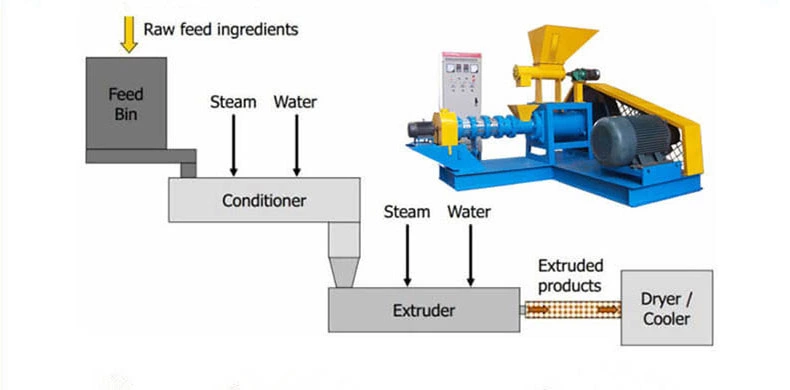
Conditioning: The Pre-Cooking Phase
The conditioner is a mixing chamber where dry mash meets steam and water before entering the extruder barrel.
-
Steam Injection: Raises the mash temperature to 90-95°C.
-
Moisture Addition: Adjusts total moisture content to 25-30%.
-
Retention Time: The mash should remain in the conditioner for 60 to 180 seconds. This “dwell time” softens the particles, reducing the mechanical torque required by the main extruder motor. This extends the lifespan of the gearbox and screw components.
3. The Heart of the Machine: Screw and Barrel Metallurgy
As a materials expert at Lansonmachines, I cannot overstate the importance of the steel used in the processing chamber. The interaction between the screw and barrel defines the machine’s longevity.
Screw Configuration and Geometry
The screw is not a simple auger. It is segmented into three distinct processing zones:
-
Feeding Zone: Deep flights to convey low-density powder into the machine.
-
Kneading (Compression) Zone: Flight depth decreases. This compresses the air out of the mash and increases friction.
-
Metering (Cooking) Zone: Shallow flights with high shear. This builds the final pressure required to push the melt through the die.
Alloy Selection for Wear Resistance
Aquafeed ingredients often contain bone meal, calcium carbonate, and other abrasive minerals. Standard carbon steel will fail within weeks.
| Component | Standard Material | High-Performance Material (Lansonmachines Recommendation) | Hardness (HRC) | Application Context |
| Screw Shaft | 40Cr Alloy Steel | 38CrMoAlA | 28-32 (Core) | High Torque transmission |
| Screw Flight | Flame Hardened Steel | 38CrMoAlA + Ion Nitriding | 60-62 (Surface) | Surface contact with feed |
| Barrel Liner | cast iron | Bimetallic Alloy (Ni-Cr-B-Si) | 62-65 | Extreme abrasion resistance |
| Die Plate | 45# Steel | Stainless Steel 4Cr13 | 52-55 | Corrosion & Wear resistance |
Technical Insight: The nitriding layer on a screw typically has a depth of 0.5mm to 0.7mm. Once this layer wears off, the wear rate accelerates exponentially. We recommend checking screw geometry every 2000 operational hours.
4. Single Screw vs. Twin Screw Extrusion
The industry is divided between these two technologies. The choice depends on the complexity of the diet, particularly the fat content.
Single Screw Extruders (SSE)
-
Mechanism: Relies on friction against the barrel wall to move material forward. If the material is too slippery (high fat), it rotates with the screw and flow stops.
-
Fat Limit: generally limited to 7-12% internal fat addition.
-
Cost: Lower capital investment and lower maintenance costs.
-
Best For: Tilapia, Carp, Catfish (standard diets).
Twin Screw Extruders (TSE)
-
Mechanism: Two intermeshing screws rotate side-by-side. They create a positive displacement pumping action. The flight of one screw wipes the flight of the other.
-
Fat Handling: Can process diets with up to 17-22% internal fat.
-
Versatility: Better at handling sticky, ultrafine, or highly variable raw materials.
-
Best For: Salmon, Trout, Eel, Shrimp, and high-value carnivorous species.
5. Density Control: Floating vs. Sinking Feed
The buoyancy of the pellet is determined by its bulk density, which is manipulated during the extrusion process.
The Expansion Mechanism
When the molten feed exits the die, it moves from high pressure (30-60 bar) to atmospheric pressure (1 bar). The superheated water inside the pellet flashes into steam instantly. This expansion creates a porous, aerated structure.
Producing Floating Feed
-
Temperature: High extrusion temperature (>130°C).
-
Starch: High starch content (>20%).
-
Pressure: High pressure drop at the die face.
-
The resulting pellet has a bulk density lower than water (<450 g/L), allowing it to float.
Producing Sinking Feed
-
Venting: We utilize a vented barrel to allow steam to escape before the die. This reduces expansion.
-
Temperature: Lower processing temperature (100-110°C).
-
Pressure: Lower die pressure.
-
Ingredients: Higher protein/fat, lower starch.
-
The result is a dense pellet (>600 g/L) that sinks rapidly for bottom feeders like shrimp or halibut.
6. The Die and Cutter System
The die plate acts as the final forming tool. The flow dynamics here are critical for uniform pellet size.
Open Area and Hole Design
The “Open Area” is the total cross-sectional area of the holes.
-
Too Small: Excessive pressure, motor overload, burning of feed.
-
Too Large: Insufficient pressure, poor compaction, weak pellets.
-
L/D Ratio: The length of the die hole divided by its diameter. A higher L/D ratio (e.g., 10:1) creates more resistance, resulting in a denser, smoother pellet. A lower ratio (e.g., 3:1) encourages expansion.
The Cutter Assembly
A high-speed rotary knife slices the extrudate as it emerges.
-
Speed Synchronization: The cutter speed must be synchronized with the screw RPM to maintain consistent pellet length.
-
Blade Material: We use hardened tool steel or carbide inserts. A dull blade will smash the pellet rather than shearing it, closing the surface pores and affecting oil absorption later.
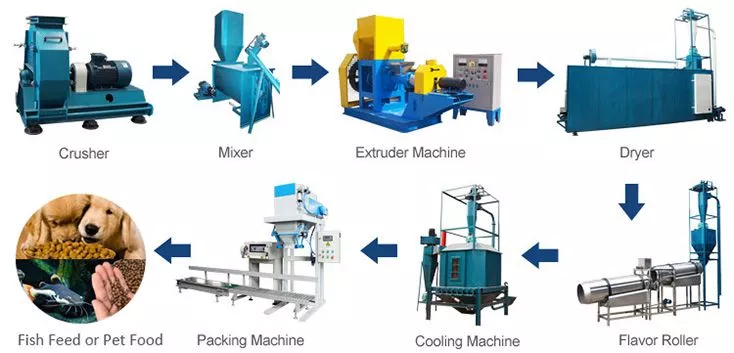
7. Post-Extrusion: Drying and Fat Coating
The pellet leaving the extruder is wet (25% moisture) and hot. It is not shelf-stable.
Horizontal Conveyor Dryers
Pellets are transported through a multi-pass dryer. Hot air (usually heated by steam coils or gas burners) circulates through the bed of pellets.
-
Target Moisture: Reduced to below 10-12%.
-
Mold Prevention: If moisture remains above 13%, fungal growth is inevitable during storage.
Vacuum Coating (The Oil Infusion)
For high-energy diets (salmon/trout), external fat must be added. Simply spraying oil on the surface results in greasy pellets that leave an oil slick on the water.
-
The Process: Pellets are placed in a vacuum mixer. Air is sucked out of the pellet’s pores. Oil is sprayed in. The vacuum is released.
-
Physics: The returning atmospheric pressure forces the oil deep into the core of the pellet. This allows for fat levels up to 35-40% without surface greasiness.
8. Operational Parameters and Control
Modern extrusion is a data-driven process. Operators must monitor key variables to maintain quality.
| Parameter | Optimal Range (Typical) | Effect of Deviation |
| Feeder Rate | Consistent Load | Surging causes uneven cooking and size variation. |
| Steam Pressure | 2-4 Bar | Low pressure results in wet steam and poor heat transfer. |
| Barrel Temp (Zone 1) | 80-100°C | Too high: feed slips. Too low: motor overload. |
| Barrel Temp (Zone 3) | 120-150°C | Determines expansion. Too high leads to nutrient degradation. |
| SME (Specific Mech. Energy) | 20-40 Wh/kg | Measure of work done. Low SME = poor durability. |
9. Common Defects and Troubleshooting
Even with the best machinery, issues arise. Here is how we diagnose them based on material behavior.
Pellets are “Popcorning” or Exploding
-
Cause: Moisture content is too high or temperature is excessive. The steam expansion is violent enough to shatter the structure.
-
Fix: Reduce water in the conditioner; lower the barrel temperature in the final zone.
Surface Roughness (Shark Skin)
-
Cause: Melt fracture. The material is not flowing smoothly through the die. Often caused by a cold die or lack of lubrication (fat).
-
Fix: Increase die temperature; check if the formula needs a lipid adjustement.
Uneven Pellet Lengths
-
Cause: Flow surging. The material is slipping on the screw, then grabbing.
-
Fix: Check the wear on the barrel liner (grooves may be worn smooth). Increase temperature in the feeding zone to improve grip.
10. Energy Efficiency and Sustainability
The fish feed industry is under pressure to reduce its carbon footprint. The extrusion process is energy-intensive.
Heat Recovery Systems
Advanced plants now capture the hot air exhausted from the dryer and recirculate it. Additionally, the condensate from the steam heating jackets is returned to the boiler, saving water and thermal energy.
Direct Drive vs. Belt Drive
Lansonmachines advocates for direct-drive gearboxes. Belt drives lose 5-8% of efficiency due to slippage and friction. A direct coupling ensures that 98% of the motor’s power is transferred to the screw shaft, maximizing the SME efficiency.
11. Maintenance Strategy for Longevity
A predictive maintenance schedule is cheaper than downtime.
-
Weekly: Check the cutter blades for sharpness. Inspect the magnetic separator to ensure no metal debris is entering the barrel.
-
Monthly: Measure the clearance between the screw and barrel. If the gap exceeds 3mm, production capacity will drop significantly due to backflow.
-
Die Cleaning: Never use hard steel tools to clean blocked die holes. This scratches the surface, disrupting flow. Use ultrasonic baths or drill out carefully with soft brass tools.
12. The Future: Plant-Based Proteins and Insect Meal
The formulation of fish feed is changing. Fishmeal is being replaced by soy concentrate, wheat gluten, and increasingly, insect meal (Black Soldier Fly larvae).
-
Processing Challenge: Insect meal has different rheological properties than fishmeal. It is often stickier and higher in fat.
-
Adjustment: This requires different screw profiles with more aggressive shearing elements to ensure proper mixing and texturization.
Frequently Asked Questions (FAQs)
Q1: What is the difference between a pellet mill and an extruder for fish feed?
A pellet mill uses mechanical pressure to compress mash into a dense pellet (sinking only). It creates very little heat and does not gelatinize starch fully. An extruder uses high heat and pressure to cook the feed, allowing for expansion (floating feed) and higher digestibility.
Q2: Can I make both floating and sinking feed with the same machine?
Yes. You can switch between floating and sinking by adjusting the operational parameters (temperature, screw speed, and venting) and changing the die formulation. However, a vented barrel is specifically helpful for sinking feed.
Q3: Why do my floating pellets sink after a few minutes?
This is a water stability issue. It usually means the starch gelatinization was incomplete (cooking temperature too low) or the binder quality is poor. Increasing the dwell time in the conditioner often solves this.
Q4: How often should I replace the screw segments?
For high-capacity plants running 24/7, screw segments in the high-wear zones (metering zone) typically last 2,000 to 4,000 hours depending on the alloy quality. The feeding zone segments last much longer.
Q5: What is the ideal moisture content for extrusion?
The mash entering the extruder should generally be between 25% and 28% moisture. If it is too dry, the machine will jam. If it is too wet, the pellets will be mushy and won’t expand.
Q6: Does extrusion destroy vitamins in the feed?
The high heat can degrade heat-sensitive vitamins (like Vitamin C and A). To assert control over this, manufacturers use heat-stable vitamin forms or spray vitamins onto the pellets after drying and cooling.
Q7: What is SME and why is it important?
SME stands for Specific Mechanical Energy. It measures the amount of energy input from the motor into the feed. It correlates directly with the degree of cook (gelatinization). If SME is too low, the pellet will be raw and brittle.
Q8: Can I process raw fish waste directly in the extruder?
No. Wet fish waste has too much moisture (70%+). It must be dried and ground into fishmeal first. Alternatively, a “wet extrusion” setup can handle higher moisture slurries, but the formula still needs dry binders (flour/bran) to form a pellet.
Q9: Why does the extruder block or “plug”?
Plugging usually happens during startup or shutdown if the procedure is incorrect. If the mash is too dry, it solidifies. Foreign objects (metal/stones) can also block the die. Always flush with an oily mix before shutting down.
Q10: Is a twin-screw extruder worth the extra cost?
If you are producing high-fat feed (salmon/trout) or using very fine formulations (<0.8mm for shrimp nursery), the twin-screw is necessary. For standard catfish or tilapia feed with low fat, a single screw is more economically viable.