For most commercial and medium-scale cattle operations, producing nutritionally balanced pellets on site with a properly specified ring-die or flat-die cattle feed pellet machine improves feed conversion, reduces waste, and lowers logistics cost over time, provided the operator designs correct formulations, controls moisture and conditioning, and selects equipment sized for throughput and maintenance capacity. Evidence from commercial suppliers and field reports shows pelleting increases bulk density and palatability while offering scalable options from small flat-die units to large ring-die systems for multi-ton daily production.
1. What a cattle feed pellet machine does and why producers use it
A cattle feed pellet machine compresses a mixed and conditioned feed mash into compact pellets of uniform size and density. Pelleting transforms loosely mixed powders into durable particles that are easier for cattle to consume, store, and transport. Producers adopt pelleting for several operational reasons: improved feed utilization, reduced sorting and wastage, higher bulk density that cuts transport costs, and a consistent physical form that supports automated feeding systems. Industry suppliers and technical reviews note these benefits across scales from backyard farms to commercial feed mills.

2. Types of pellet machines and core components
Main machine types
-
Flat-die pellet machines: Compact, lower throughput, common for small farms and pilot plants. They are versatile in power source and die size and are easier to maintain. Typical use: on-farm pelletizing of 0.2 to 1.5 t/h.
-
Ring-die pellet machines: Designed for medium to large scale production with higher throughput and continuous operation. Ring-die units are the industry standard for multi-ton-per-hour feed factories.
-
Forage pelletizers: Built to press fibrous forage (hay, straw, silage) into coarse pellets for ruminants; they tolerate high-fiber mixes better than conventional feed mills.
-
Extruders / expansion systems: Employed when starch gelatinization or denaturation is required; common in pelleted feeds for specific nutrient availability improvements but are costlier and can alter certain vitamins.
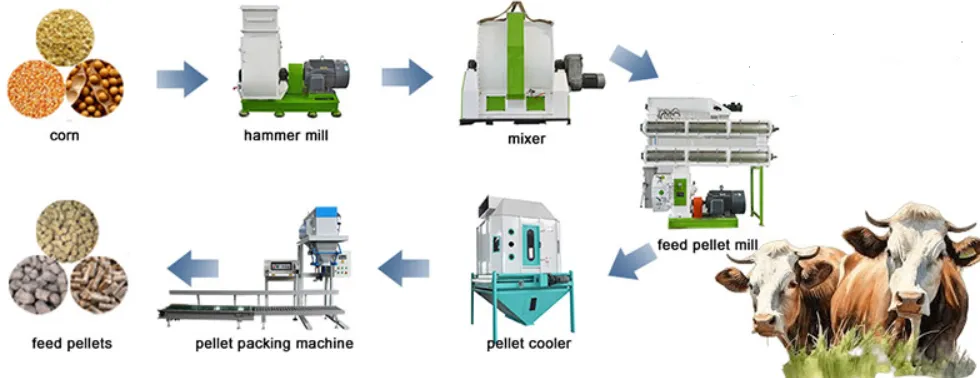
Core components of a pellet production line
-
Crusher / hammer mill: reduces particle size for optimal pelleting.
-
Mixer: ensures homogenous distribution of grains, meals, binders, medicines, and additives.
-
Conditioner: applies steam or heat and moisture to aid binding and gelatinize starch.
-
Pellet press (flat die or ring die): compresses the conditioned mash through die holes to form pellets.
-
Cooler: reduces temperature and moisture of hot pellets to stabilize them.
-
Screener and crumbling machine: remove fines and adjust size distribution.
-
Packing system: bags or bulk load for storage and distribution.
Vendors typically configure lines differently depending on capacity, raw material mix, and automation level.
3. Raw materials, formulation principles, and pellet quality factors
Typical raw materials for cattle pellets
Corn, barley, sorghum, soybean meal, canola meal, alfalfa meal, straw (processed), molasses, fats, mineral premix, urea (where permitted), and vitamin complexes. Inclusion rates differ by animal class, production stage, and feeding goals.
Key formulation principles
-
Target nutrient density: match energy, protein, fiber, minerals and vitamins to whether the pellets are for maintenance, growing, or lactating cattle.
-
Particle size and homogeneity: fine and consistent particle distribution enhances pellet integrity and nutrient availability.
-
Binder strategy: natural binders (molasses, fats, and certain meals) or small amounts of commercial binders improve durability.
-
Moisture and conditioning: optimal moisture at pelleting typically lies between 12% and 18% pre-conditioning depending on formulation; steam conditioning raises pellet durability and reduces fines.
Pellet quality metrics
-
Durability index: resistance to breakage during handling.
-
Bulk density: affects storage and transport costs.
-
Fines percentage: lower is better.
-
Moisture and microbial stability: low residual moisture prevents mold and spoilage. Quality is influenced by die selection, conditioning parameters, and cooling efficiency.
4. Process steps: milling, mixing, conditioning, pelleting, cooling, screening, packing
-
Pre-crushing: coarse ingredients are reduced to the particle size specified by the formula.
-
Accurate batching and mixing: weigh scales and timed mixers ensure uniformity.
-
Conditioning: steam and sometimes low-pressure heat are applied to the mash to soften fibers and activate binding agents. Conditional control of temperature and residence time is crucial for pellet hardness and nutrient preservation.
-
Pelleting: the conditioned mash is forced through die holes. Die thickness, compression ratio, and roller pressure determine pellet quality and energy consumption.
-
Cooling: hot pellets must be cooled to ambient temperature to avoid condensation and microbial growth.
-
Screening / crumbling: separates dust and undersized particles which can be recycled into the mixer.
-
Packaging and storage: sealed sacks or bulk silos, with humidity control when necessary.
5. Sizing, capacity ranges, power requirements, and typical product specifications
Capacity bands and typical applications
-
Small on-farm flat-die units: 0.1–1 t/h; suited to small herds and trial formulations.
-
Medium ring-die mills: 1–10 t/h; suitable for commercial farms, co-ops, and feed suppliers.
-
Large ring-die plants: 10–20+ t/h; fully industrial operations.
Typical power mapping
| Capacity (t/h) | Estimated main motor power (kW) | Typical machine type |
|---|---|---|
| 0.1–0.5 | 5–11 | Flat-die, small electric |
| 0.5–2.0 | 11–30 | Heavy flat-die / small ring-die |
| 2–10 | 30–120 | Medium ring-die |
| 10+ | 120–500 | Large ring-die multi-motor lines |
Data from several manufacturers and vendor technical tables indicate a wide overlap; always confirm with vendor specifications for exact power and throughput.
Pellet diameter and recommended uses
| Pellet diameter (mm) | Typical use |
|---|---|
| 2–4 | Calves, small ruminants, young stock |
| 4–8 | Growing cattle, general-purpose feed |
| 8–12 | Adult cattle for supplemental feeding, coarse forage pellets |
Different species and feeding systems require different diameters to prevent choking, ensure chewing comfort, and match feeder equipment.
6. Performance advantages and limitations
Advantages
-
Improved feed efficiency and reduced waste: Pellets reduce ingredient sorting and selective feeding, improving intake uniformity. This often translates into better feed conversion ratios in controlled studies.
-
Storage and transport economy: Pellets pack denser than mash and are less susceptible to dust losses and rodents.
-
Enhanced palatability and handling: Conditioning often raises acceptability and reduces dust.
Limitations and trade-offs
-
Energy and capital intensity: Pelleting consumes electricity and steam energy; ring-die mills and conditioning lines require higher capital compared with mash.
-
Possible nutrient changes: High temperatures and pressure can reduce certain heat-sensitive vitamins; careful process control and post-addition of sensitive nutrients are common remedies.
-
Binder requirement: Some high-mineral or high-fiber mixes are harder to pellet and may need binders or higher conditioning.
7. Operation best practices, maintenance checklist, and troubleshooting tips
Operation best practices
-
Monitor particle size leaving the hammer mill; aim for uniformity that matches the die hole size.
-
Tight control on conditioning steam pressure and residence time is crucial; over-conditioning wastes energy and under-conditioning yields fragile pellets.
-
Keep die and roller surfaces hardened and free of build-up; regular knife scraping and vacuuming reduces fines.
Routine maintenance checklist
-
Daily: inspect die and rollers, check lubrication, verify feeder calibration.
-
Weekly: measure die hole wear and record incremental changes.
-
Monthly: belt tension, gearbox oil level, bearing temperature checks.
-
Yearly: alignment check, full gearbox oil replacement, safety interlock tests.
Common troubleshooting
-
High fines: Check die wear, insufficient conditioning, poor binder distribution.
-
Low throughput: Possible blocked die, worn roller, or underpowered motor.
-
Overheating / scorch odors: Excessive friction from worn components or insufficient cooling; stop line and inspect.
8. Plant layout, environmental and safety considerations
Layout pointers
-
Space for incoming raw material handling, storage, and dust control.
-
Logical flow: crushing → mixing → conditioning/pelleting → cooling → screening → packing.
-
Include quarantine areas for raw ingredients subject to regulation.
Environmental & safety aspects
-
Dust control: bag filters and cyclones reduce airborne fines and explosion risk in dry operations.
-
Steam and hot surfaces require guarded piping and trained operators.
-
Waste management: fines and short pellets can be recycled but monitor microbial risk.
-
Regulatory compliance: local feed manufacturing and animal medication regulations may require registration, HACCP practices, and worker safety protocols.

9. Investment sizing, cost drivers, and a simple ROI example
Major cost drivers
-
Equipment type and capacity: ring-die systems cost more up front than small flat-die machines.
-
Conditioning and steam supply: building a reliable steam plant adds capital and operating costs.
-
Automation level: scale of conveyors, batching scales, and PLC controls modifies cost.
-
Utilities: electricity and fuel prices affect ongoing operation expense.
Simple ROI illustration (illustrative numbers)
Assume: medium farm needs 2 t/day pellets, currently buys commercial feed at $350/t, target to make feed for $280/t including ingredient cost and operation.
| Item | Value |
|---|---|
| Annual feed need | 2 t/day × 300 days = 600 t |
| Annual purchase cost (baseline) | 600 × $350 = $210,000 |
| Annual in-house cost | 600 × $280 = $168,000 |
| Annual saving | $42,000 |
| Estimated capital cost (medium ring-die line) | $150,000 |
| Simple payback | $150,000 ÷ $42,000 ≈ 3.6 years |
This simplified example omits financing, maintenance, labor, and opportunity costs but illustrates how bulk savings can justify investment. Vendor-specific numbers and local feed ingredient pricing are required for an accurate business case.
10. Buyer’s checklist: choosing the right pellet machine
-
Define required daily throughput and plan for future growth.
-
Confirm pellet diameter range and die options.
-
Ask about conditioning system (steam vs no-steam) and steam boiler specs.
-
Inspect wear parts availability and local service presence.
-
Compare energy consumption per ton under representative formulations.
-
Obtain references for installations in similar climates and with similar feed types.
-
Review warranty terms, spare parts lead times, and training.
-
Check certifications and compliance with local feed manufacturing rules.

11. Case examples, specification table, and recommended pellet sizes
Typical machine spec examples (representative)
| Model type | Capacity (t/h) | Main motor (kW) | Pellet diameter (mm) | Typical application |
|---|---|---|---|---|
| Flat-die FM-200 | 0.15–0.5 | 5–11 | 2–6 | Small farms, trial lines |
| Ring-die RM-35 | 1–3 | 30–55 | 4–8 | Medium feed mills. |
| Industrial RD-520 | 8–15 | 75–200 | 4–12 | Large commercial plants. |
Recommended pellet sizes per class (quick reference)
-
Calves (0–6 months): 2–4 mm
-
Weaners and youngstock: 3–6 mm
-
Growing to finishing cattle: 4–8 mm
-
Adult cattle supplemental pellets: 6–12 mm
12. Practical tips for improving pellet durability and animal performance
-
Use a balanced binder strategy; molasses or fat additions often improve pellet binding and palatability.
-
Avoid too high steam temperatures; prolonged high temperatures reduce heat-sensitive nutrients.
-
Maintain die cooling intervals on high-hour lines to extend die life.
-
Keep a small sample archive of each batch for traceability and quality checks.
Charts and tables
Table A: Comparison of machine types
| Feature | Flat-die | Ring-die | Forage pelletizer | Extruder |
|---|---|---|---|---|
| Throughput | Low | Medium to high | Medium | Variable |
| Capital cost | Low | Medium to high | Medium | High |
| Best use | Small farm | Commercial | High-fiber forages | Specialized feeds |
| Maintenance complexity | Low | Higher | Medium | High |
Table B. Energy & throughput example
| Machine | Throughput (t/h) | Energy per t (kWh/t) | Notes |
|---|---|---|---|
| Small flat-die | 0.2 | 40–80 | Higher per-ton energy for low scale |
| Medium ring-die | 2 | 20–40 | Optimal for scale |
| Industrial ring-die | 10 | 15–30 | Best energy efficiency per ton |
Sources: vendor performance statements and industry summaries. Exact energy use depends on formulation and line efficiency.
13. Frequently Asked Questions (FAQs)
-
Can I pelletize high-fiber forages like straw for cattle?
Yes, forage pelletizers are designed to compress fibrous materials. Pre-processing such as chopping and adding a moisture source improves pellet quality. For high-fiber mixes, acceptance and digestibility vary by forage type and animal age. -
Do pellets change nutrient availability?
Pelleting can improve starch digestibility via gelatinization but may degrade heat-sensitive vitamins. Many mills include post-pelleting vitamin spray when necessary. -
What maintenance items most shorten machine life?
Running worn dies and rollers, poor lubrication, and allowing foreign objects into the feed stream are the top causes of premature wear. Regular inspection and strict raw material cleaning are essential. -
Is steam conditioning required?
Not always, but steam conditioning often improves pellet durability and throughput. Some small flat-die units operate without steam but with lower pellet hardness. -
How large should my pellet plant be for a 200-head cattle herd?
It depends on feed ration and days on feed; a rough estimate might be 0.2–1 t/day requiring a small flat-die or small ring-die unit. Build some headroom for peak needs. Perform a daily tonnage calculation to refine sizing. -
What pellet diameter is safest for young calves?
2–4 mm pellets are common for calves to reduce choking and encourage consumption. -
Can I sell extra pellets as product?
Yes. Many farms produce feed for neighbors or local markets, but local feed licensing and labeling regulations must be followed before commercial sales. -
How do I reduce fines in the finished product?
Optimize conditioning, replace worn dies, add binders if needed, and ensure proper cooling and handling. Recycle fines back into the mixer. -
Are pellets more economical than mash?
Pellets tend to lower transport and storage costs per nutrient unit and can improve feed conversion, but the economic balance depends on energy costs, capital amortization, and ingredient prices. Run a site-specific cost model. -
Which is better for large-scale feed production, flat-die or ring-die?
Ring-die systems are better for continuous, high-capacity operations and deliver lower energy per ton at scale. Flat-die is better for small, intermittent production.
Final recommendations tailored for LansonMachines readers
-
Start with a clear tonnage estimate for the next five years before selecting a model. Include contingency for extra demand.
-
Pilot formulations on a small flat-die unit and validate intake and conversion in a subset of animals before moving to large capital investments.
-
Prioritize supplier service and spare parts logistics when comparing quotes. A cheaper machine with slow spare parts delivery can cost more in downtime.
-
Document quality procedures (sample archives, matrix of conditioning recipes and outcomes) to speed troubleshooting and assure consistent performance.
-
Request real performance data for the exact formulation you plan to run; vendor claims for “per ton energy” must be validated under your feed mix.