しかし、熱に弱い栄養素の損失を防ぎ、種特有の摂餌行動を満たすためには、より大きな資本とエネルギー、そして温度・水分・機械エネルギーの慎重なコントロールが必要となる。.
1.押出しの物理学高温短時間(HTST)加工
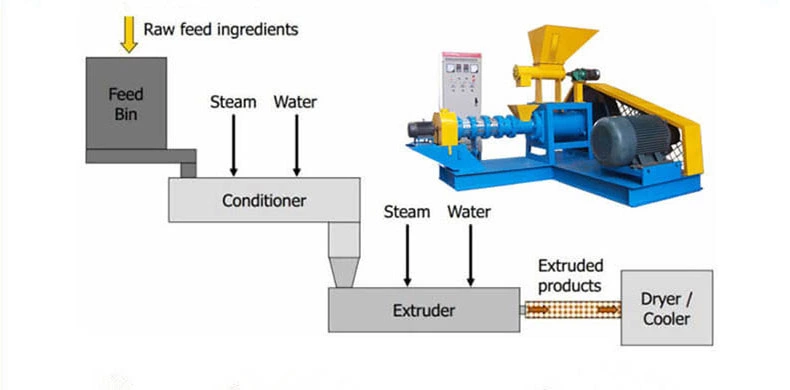
押出し調理は、高温短時間(HTST)バイオリアクタープロセスと定義される。タンパク質、澱粉、脂質といった原料のマッシュを可塑化した溶融物に変える。.
せん断と熱の役割
押出機は、スクリューポンプ、熱交換器、化学反応器として同時に機能する。.
-
熱エネルギー: コンディショナー内のスチームと樽のヒーティングジャケットを通じて外部に供給される。.
-
機械的エネルギー: スクリューが素材とバレル壁面に対して回転する摩擦によって発生する。.
これらのエネルギーの組み合わせにより、飼料マッシュは80℃から150℃の範囲の温度に5~10秒間さらされる。この急速加熱により、タンパク質の生物学的利用能を維持しながら、抗栄養因子(大豆に含まれるトリプシンインヒビターなど)を破壊することができる。.
デンプンのゼラチン化
水産飼料では、でんぷんが主なつなぎとして働く。熱と湿気のもとでは、デンプン顆粒は水分を吸収して膨潤する。エクストルーダーの高剪断ゾーンを通過すると、アミロースとアミロペクチン分子の結晶構造が破壊される。.
-
ターゲット 最適な水安定性を得るためには、85%から95%のゲル化度が必要である。.
-
結果 このため、ペレットが水にぶつかってもすぐには崩壊せず、養殖システムの汚染を減らすことができる。.
2.原料の準備ペレットの完全性の基礎
押出機が作動する前に、原料は厳密な物理的変化を受けなければならない。粉砕や混合の段階で生じたエラーを機械が修正することはできません。.
超微粉砕(粉砕)
原材料の粒子径は、最終的な飼料の食感と消化率を左右する。水生種、特にエビやフィンガーリングの場合、粗い原料は受け入れられません。.
-
ハンマーミル 炭化タングステンを先端につけたハンマーを使い、原料をスクリーンを通過するまで粉砕する。.
-
サイズ要件: 標準的な魚用飼料の場合、95%の粒子が60メッシュのスクリーン(約250ミクロン)を通過する必要があります。エビの餌の場合は、80-100メッシュを目指します。.
-
冶金ノート 粗い粒子は研磨砥粒として機能します。押出機のスクリューのフライトの摩耗を促進し、ダイの穴を塞いで危険な圧力スパイクを引き起こす可能性があります。.
コンディショニング調理前の段階
コンディショナーは、押出機のバレルに入る前に、乾燥したマッシュが蒸気や水と出会う混合室である。.
-
スチーム・インジェクション: マッシュの温度を90~95℃に上げる。.
-
水分添加: 総含水率を25-30%に調整。.
-
保持時間: マッシュはコンディショナー内に60秒から180秒間とどめておく。この「滞留時間」によって粒子が柔らかくなり、メイン押出機のモーターが必要とする機械的トルクが減少します。これにより、ギアボックスとスクリュー部品の寿命が延びます。.
3.機械の心臓部スクリューとバレルの冶金学
ランソンマシーンの材料専門家として、加工室で使用されるスチールの重要性は言い過ぎではありません。スクリューとバレルの相互作用が機械の寿命を決定します。.
スクリューの構成と形状
スクリューは単純なオーガーではない。3つの異なる処理ゾーンに区分されている:
-
フィーディングゾーン: 低密度の粉体を機内に搬送するディープフライト。.
-
ニーディング(圧縮)ゾーン: 飛行深度は減少する。これにより、マッシュから空気が圧縮され、摩擦が増加する。.
-
計量(調理)ゾーン: 高いせん断力を持つ浅いフライト。これにより、溶融物をダイから押し出すのに必要な最終圧力が高まります。.
耐摩耗性のための合金選択
アクアフィードの原料には、骨粉、炭酸カルシウム、その他の研磨ミネラルが含まれていることが多い。標準的な炭素鋼は数週間で破損する。.
| コンポーネント | 標準素材 | 高性能素材(ランソンマシン推奨) | 硬度(HRC) | アプリケーション・コンテキスト |
| スクリューシャフト | 40Cr合金鋼 | 38CrMoAlA | 28-32(コア) | ハイトルク・トランスミッション |
| スクリューフライト | フレームハードニング鋼 | 38CrMoAlA + イオン窒化 | 60-62(サーフェス) | 飼料との接触面 |
| バレル・ライナー | 鋳鉄 | バイメタル合金(Ni-Cr-B-Si) | 62-65 | 極めて高い耐摩耗性 |
| 金型プレート | 45# スチール | ステンレス鋼 4Cr13 | 52-55 | 耐食性・耐摩耗性 |
テクニカル・インサイト ねじの窒化層の深さは、通常0.5mmから0.7mmです。この層が摩耗すると、摩耗速度は指数関数的に加速する。2000時間ごとにスクリューの形状をチェックすることをお勧めします。.
4.単軸スクリューと二軸スクリューの比較
業界ではこの2つの技術に二分されている。その選択は、食事の複雑さ、特に脂肪含量に左右される。.
単軸押出機(SSE)
-
メカニズム バレル壁との摩擦に頼って材料を前進させる。材料が滑りすぎる(脂肪分が多い)と、スクリューと一緒に回転し、流れが止まる。.
-
脂肪制限: 一般的には7-12%の内部脂肪添加に限定される。.
-
コストだ: 設備投資を抑え、メンテナンスコストを削減。.
-
最適: ティラピア、コイ、ナマズ(標準飼料)。.
二軸混練押出機(TSE)
-
メカニズム 2つの噛み合いスクリューが並んで回転する。この2つのスクリューが、容積式ポンプ作用を生み出す。一方のスクリューの吐出が他方のスクリューの吐出を拭う。.
-
脂肪の処理: 内部脂肪17-22%までの食餌を処理できる。.
-
汎用性がある: 粘着性のある原料、超微細な原料、変化の激しい原料の取り扱いに優れている。.
-
最適: サケ、マス、ウナギ、エビ、そして高価な肉食種。.
5.密度コントロール:浮く飼料と沈む飼料
ペレットの浮力は嵩密度によって決まるが、この嵩密度は押出工程で操作される。.
拡大メカニズム
溶融した原料がダイから出るとき、高圧(30~60バール)から大気圧(1バール)に移る。ペレット内の過熱された水は、瞬時に蒸気に変化する。この膨張により、多孔質で通気性のある構造が形成される。.
フローティング・フィードの製造
-
温度だ: 高い押出温度(130℃以上)。.
-
デンプン: デンプン含量が高い(>20%)。.
-
プレッシャーだ: ダイフェースでの圧力損失が高い。.
-
こうしてできたペレットは、かさ密度が水より低く(450g/L以下)、浮くことができる。.
沈む飼料の生産
-
排気: 蒸気を逃がすため、通気性のあるバレルを使用しています。 以前 ダイスのこれにより膨張が抑えられる。.
-
温度だ: 処理温度が低い(100~110℃)。.
-
プレッシャーだ: 金型圧力を下げる。.
-
原材料 高タンパク・低脂肪、低デンプン。.
-
その結果、濃密なペレット(600g/L以上)ができ、エビやオヒョウのようなボトムフィーダーにとっては急速に沈む。.
6.金型とカッターシステム
ダイプレートは最終的な成形ツールとして機能する。ペレットの大きさを均一にするためには、ここでの流動力学が重要です。.
オープンエリアとホールデザイン
オープン・エリア」とは、穴の総断面積のことである。.
-
小さすぎる: 過度の圧力、モーターの過負荷、飼料の焼き付き。.
-
大きすぎる: 圧力不足、圧縮不良、ペレットが弱い。.
-
L/D比: ダイの穴の長さを直径で割ったもの。L/D比が高いほど(例えば10:1)抵抗が大きくなり、緻密で滑らかなペレットになる。低い比率(例えば3:1)は膨張を促します。.
カッター・アセンブリ
高速回転ナイフが、押し出された押し出し材をスライスする。.
-
スピードの同期: ペレットの長さを一定に保つためには、カッターの回転数をスクリューの回転数と同期させる必要があります。.
-
ブレード素材 私たちは、硬化した工具鋼または超硬チップを使用しています。鈍い刃はペレットを剪断するのではなく、粉砕し、表面の気孔を閉じ、後のオイル吸収に影響します。.
7.押し出し後乾燥と脂肪コーティング
エクストルーダーを出たペレットは湿っていて(25%の水分)、熱い。保存はできません。.
横型コンベヤ乾燥機
ペレットはマルチパス乾燥機を通って運ばれます。熱風(通常、蒸気コイルまたはガスバーナーで加熱)がペレットのベッドを循環します。.
-
目標とする水分: 10-12%以下に減少。.
-
カビの予防: 13%以上の水分が残っていると、保管中にカビの繁殖は避けられない。.
真空コーティング(オイル注入)
高エネルギー食(サーモン/トラウト)の場合は、外から脂肪を加える必要がある。単に表面に油をスプレーするだけでは、水面に油膜が残る油っぽいペレットになってしまう。.
-
そのプロセス ペレットを真空ミキサーに入れる。ペレットの気孔から空気が吸い出される。オイルがスプレーされる。真空が解除される。.
-
物理学だ: 大気圧が戻ることで、油はペレットの芯の奥深くまで押し込まれる。これにより、表面に油っぽさを残すことなく、35-40%までの脂肪レベルを可能にします。.
8.動作パラメータと制御
最新の押出成形はデータ主導のプロセスです。オペレーターは、品質を維持するために重要な変数を監視しなければなりません。.
| パラメータ | 最適レンジ(代表値) | 偏差の影響 |
| フィーダー率 | 安定した負荷 | サージングは、調理ムラやサイズのばらつきを引き起こす。. |
| 蒸気圧 | 2-4バー | 圧力が低いと蒸気が湿り、熱伝導が悪くなる。. |
| バレル温度(ゾーン1) | 80-100°C | 高すぎる:送りスリップ。低すぎる: モーターの過負荷。. |
| バレル温度(ゾーン3) | 120-150°C | 膨張を決定する。高すぎると栄養の劣化につながる。. |
| SME(比メカエネルギー) | 20〜40Wh/kg | 仕事の成果を測る尺度。SMEが低い=耐久性が低い。. |
9.よくある不具合とトラブルシューティング
どんなに優れた機械でも問題は起こる。ここでは、材料の挙動に基づいた診断方法をご紹介します。.
ペレットが “Popcorning ”または爆発している
-
原因がある: 含水率が高すぎるか、温度が高すぎる。蒸気の膨張が激しく、構造物が粉々になる。.
-
修正する: コンディショナーの水を減らし、最終ゾーンの樽の温度を下げる。.
表面粗さ(鮫肌)
-
原因がある: 溶融破壊。材料がダイの中をスムーズに流れない。ダイが冷えていたり、潤滑油(油脂)が不足していたりすることが原因であることが多い。.
-
修正する: 金型温度を上げ、配合に脂質調整が必要かどうかを確認する。.
不均一なペレットの長さ
-
原因がある: フローサージング。材料がスクリューの上で滑っている。.
-
修正する: バレルライナーの磨耗をチェックする(溝が滑らかに磨耗している可能性がある)。グリップを向上させるためにフィーディングゾーンの温度を上げる。.
10.エネルギー効率と持続可能性
水産飼料業界は、カーボンフットプリントの削減を迫られている。押出工程はエネルギーを大量に消費する。.
熱回収システム
先進的な工場では、ドライヤーから排出される熱風を回収して再循環させるようになった。さらに、蒸気加熱ジャケットからの凝縮水をボイラーに戻し、水と熱エネルギーを節約している。.
ダイレクト・ドライブとベルト・ドライブの比較
Lansonmachines はダイレクトドライブギアボックスを提唱しています。ベルトドライブは、スリップと摩擦により5-8%の効率を失います。ダイレクトカップリングは、モータの動力の98%を確実にスクリューシャフトに伝達し、SMEの効率を最大化します。.
11.長寿命化のためのメンテナンス戦略
予知保全スケジュールは、ダウンタイムよりも安い。.
-
週刊誌だ: カッター刃の切れ味を点検する。マグネットセパレーターを点検し、金属くずがバレルに入り込んでいないことを確認する。.
-
毎月だ: スクリューとバレルの隙間を測定する。隙間が3mmを超えると逆流により生産能力が著しく低下します。.
-
金型洗浄: 詰まったダイス穴を清掃するのに、硬いスチール製の工具は絶対に使用しないでください。表面に傷がつき、流れが妨げられる。超音波浴を使用するか、柔らかい真鍮製の工具で注意深く穴を開けてください。.
12.未来植物性タンパク質と昆虫食
魚用飼料の配合は変化している。魚粉は濃縮大豆、小麦グルテン、そして最近では昆虫ミール(ブラックソルジャーフライの幼虫)に取って代わられつつある。.
-
加工への挑戦: 昆虫ミールは魚粉とはレオロジー特性が異なる。より粘りがあり、脂肪分が高いことが多い。.
-
調整だ: このため、適切な混合とテクスチャー化を確実にするために、より積極的な剪断要素を備えた異なるスクリュー・プロファイルが必要となる。.
よくある質問 (FAQ)
Q1:ペレットミルとエクストルーダーの違いは何ですか?
ペレットミルは、機械的な圧力でマッシュを圧縮し、密度の高いペレットにします(沈下のみ)。熱はほとんど発生せず、デンプンを完全にゼラチン化することはできません。エクストルーダーは、高熱と圧力で飼料を調理し、膨張(浮遊飼料)と消化率の向上を可能にします。.
Q2: フローティングフィードとシンキングフィードを同じ機械で作ることはできますか?
はい、操作パラメーター(温度、スクリュー速度、ベント)を調整し、金型の配合を変えることで、フローティングとシンキングを切り替えることができます。しかし、ベント付きバレルは特にシンキングフィードには有効です。.
Q3: 数分後にペレットが沈んでしまうのはなぜですか?
これは水分安定性の問題である。通常、でんぷんのゲル化が不完全であったか(調理温度が低すぎた)、バインダーの質が悪かったことを意味する。コンディショナーの滞留時間を長くすれば、しばしば解決する。.
Q4: スクリューセグメントの交換頻度はどのくらいですか?
年中無休で稼動している大容量プラントの場合、高摩耗ゾーン(計量ゾーン)のスクリューセグメントは、合金の品質にもよるが、通常2,000~4,000時間もつ。供給ゾーンのセグメントはもっと長持ちします。.
Q5: 押出に理想的な含水率はどのくらいですか?
押出機に入るマッシュの水分は通常25%から28%の間であるべきです。乾燥しすぎていると、機械が詰まってしまいます。湿度が高すぎると、ペレットが膨張しにくくなります。.
Q6: 押出成形は飼料中のビタミンを破壊しますか?
高熱は、熱に弱いビタミン(ビタミンCやビタミンAなど)を劣化させる可能性がある。これを抑えるため、メーカーは熱に安定なビタミン剤を使用したり、乾燥・冷却後にペレットにビタミンをスプレーしたりしている。.
Q7: 中小企業とは何ですか?
SMEとは、Specific Mechanical Energy(比機械エネルギー)の略。モーターから飼料に入力されるエネルギー量を測定する。クック(ゲル化)の度合いと直結しています。SMEが低すぎると、ペレットは未加工でもろくなります。.
Q8: 魚の生ごみを直接エクストルーダーで処理できますか?
湿った魚の排泄物は水分が多すぎます(70%+)。まず乾燥させて魚粉にする必要があります。あるいは、「ウェット・エクストルージョン(湿式押し出し)」セットアップにより、より高水分のスラリーを扱うことができますが、ペレットを形成するためには乾燥バインダー(小麦粉/ブラン)が必要です。.
Q9: なぜ押出機が詰まるのですか?
詰まりは通常、手順が正しくない場合、始動時または停止時に起こる。もろみが乾燥しすぎると固まります。異物(金属や石)がダイをふさぐこともあります。シャットダウンする前に、必ず油性ミックスで洗浄してください。.
Q10: 二軸押出機は追加コストに見合いますか?
高脂肪の飼料(サーモンやトラウト)を生産する場合や、非常に微細な配合(エビの養殖では0.8mm以下)を使用する場合は、ツインスクリューが必要です。低脂肪の標準的なナマズやティラピアの飼料には、シングルスクリューの方が経済的です。.