A floating fish feed pellet machine is the central equipment for producing buoyant aquaculture pellets that support better feed management, higher feed conversion ratio, and lower pond pollution; choose a machine type based on required capacity, pellet quality, and budget while optimizing formula and processing parameters to secure floating time, nutrient stability, and operational efficiency.
1. What a floating fish feed pellet machine is and why it matters
A floating fish feed pellet machine, often called a floating feed extruder or aquatic feed pelletizer, converts ground and mixed feed ingredients into shaped pellets that float on water for a controllable period. Floating feed enables visual feeding, staged feeding, and easier waste monitoring, all of which improve feed efficiency and lessen water quality damage in many aquaculture systems. Leading suppliers present both dry-type and wet-type (steam-conditioned) systems that meet small farm to industrial plant demands.

2. Primary machine types and how they differ
Two machine families dominate the market:
Dry-type single-screw extruders
These are compact, energy-efficient, and often favored for small to medium farms. They rely on mechanical shearing, frictional heat, and electric heating of the barrel to produce expanded pellets that float without external steam. Dry-type systems are easier to operate and lower in capital cost.
Wet-type (steam-conditioned) extruders
Wet-type systems use a pre-conditioner that adds steam and moisture before extrusion. This enables better starch gelatinization and denaturation of proteins, creating pellets with excellent internal cooking, smoother surface, and longer float times. These systems are used in larger, commercial aquafeed plants and require a steam source and slightly higher investment.
Ring-die pellet mills
Ring-die technology is commonly used for sinking or semi-floating pellets and for high-volume pelleting. While not the default for highly expanded floating pellets, certain ring-die systems optimized for aquatic feeds can produce semi-floating pellets with good durability.
3. Core components and technical design features
Most floating feed production systems include the following equipment items and design choices:
-
Hammer mill or grinder: reduces raw ingredients to consistent particle size for uniform mixing.
-
Mixer: ensures even distribution of dry ingredients, oils, and additives.
-
Pre-conditioner (for wet types): controls moisture, temperature, and residence time for partial cooking.
-
Extruder/expander or pelletizer: the heart of the machine where shear, pressure, and heat form particles into pellets. For extruders, screw geometry, length-to-diameter ratio, and barrel heating zones are critical.
-
Die and cutter: set pellet diameter and length; die material and hole profile affect friction and expansion.
-
Dryer and cooler: remove excess moisture and stabilize pellets to target water content and hardness.
-
Coater or drum: applies oils, attractants, vitamins, or flavor coatings without collapsing pellet structure.
-
Sieve and packing: sizes and packages final product.
Design matters: feed contact parts should be food-grade stainless, bearings and seals must tolerate heat and moisture, and controls should allow precise speed, temperature, and feed rate adjustments.

4. Raw materials, formulations, and how they affect floatability
Floating behavior is not determined solely by the machine; formulation plays a major role.
Main raw material groups
-
Carbohydrates: corn, wheat, rice, and starch-rich meals provide expansion when gelatinized.
-
Proteins: fishmeal, soybean meal, meat and bone meal, or plant protein concentrates. Protein type influences digestibility and structural integrity.
-
Fats and oils: added post-extrusion for energy density and palatability. Excessive oil reduces expansion and may shorten float time.
-
Binders and additives: wheat gluten, gelatinized starches, or synthetic binders improve pellet durability. Anti-oxidants protect fats.
Formulation strategies to achieve floatability
-
Increase gelatinizable starch fraction and control moisture and shear during extrusion to trap gas and create expanded matrix.
-
Use moderate fat levels within the mix and add finishing oils after drying to avoid plasticizing the pellet during expansion.
-
Consider protein-to-starch ratio and include binders to maintain hardness without excessive density.
-
Adjust particle size: very fine grinding can over-densify the dough; a balanced particle size distribution usually produces the best expansion.
Practical tip: produce small test batches and measure float time and water stability before scaling up.
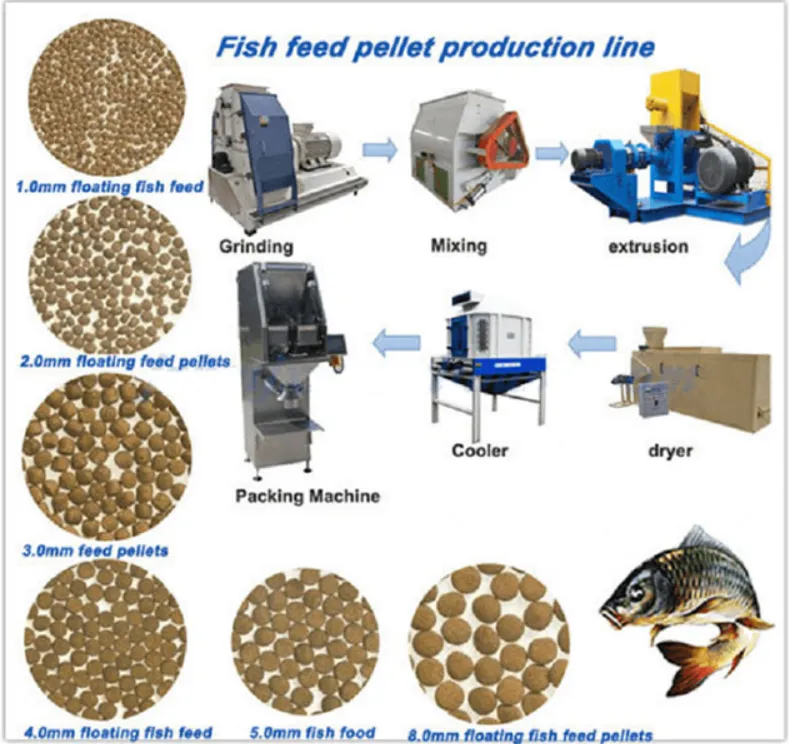
5. Step-by-step production process (with flow chart)
Typical stages for floating pellet production:
-
Raw material receiving and inspection
-
Grinding to target particle size
-
Dry ingredient weighing and mixing
-
Pre-conditioning (wet-type) or direct feeding (dry-type)
-
Extrusion or pelleting through die and cutter
-
Drying to target moisture
-
Cooling and sorting
-
Oil/vitamin coating and packaging
Simple flow chart (text)
Grinding –> Mixing –> Pre-conditioning (optional) –> Extrusion / Pelleting –> Drying –> Cooling –> Coating –> Packing
Each stage must be controlled for throughput balance and product quality. The pre-conditioner and extruder are the most influential for floating properties.
6. Key operating parameters that control pellet quality
Control these variables precisely to produce consistent floating pellets:
-
Feed moisture content: for dry-type, lower moisture is typical but thermal and frictional energy must be sufficient for expansion. For wet-type, pre-conditioner raises moisture to desired percent. Typical in-process moisture for extrusion ranges from 15% to 30% depending on system.
-
Barrel and die temperature: determines starch gelatinization and protein transformations; too low yields poor expansion and low durability, too high may degrade nutrients.
-
Screw speed and L/D ratio: affects residence time and shear; longer L/D often yields more cooking and better expansion.
-
Die restriction and hole profile: governs pressure buildup and post-exit expansion; a gradual transition supports puffing.
-
Cutting speed and pellet length: affects surface area and drying rate.
-
Drying temperature and residence: removes moisture without cracking pellets; over-drying makes pellets brittle, under-drying reduces shelf-life.
-
Coating amount and method: applied after drying to avoid collapse, improves palatability and shelf stability.
Monitoring and recording these during trials forms the foundation for scale-up and consistent product performance.

7. Capacity ranges, typical specs, and energy considerations
Floating feed equipment spans from small bench-top extruders to industrial lines:
Typical capacity bands
-
Hobby / small farm: 20 to 200 kg per hour. Compact, often dry-type single-screw models.
-
Medium commercial: 200 to 2,000 kg per hour. Often wet-type extruder with pre-conditioner.
-
Industrial: 2,000 to 10,000+ kg per hour. Multi-extruder lines and ring-die systems for large feed factories.
Representative machine parameters table
| Capacity (kg/h) | Main motor (kW) | Typical Pellet Dia (mm) | Typical Float Time (hours) |
|---|---|---|---|
| 50 | 5.5 | 1.5–3.0 | 1–6 |
| 300 | 22 | 2.0–6.0 | 3–12 |
| 1,000 | 75 | 2.5–8.0 | 6–24 |
Energy use depends on motor size, steam generation for wet systems, and auxiliary drying fans. Wet-type plants consume additional energy for steam generation but can produce higher quality pellets per unit feed.
8. Water stability, floating time, and laboratory tests
Water stability refers to a pellet’s capacity to resist disintegration and nutrient leaching when immersed. Floating time is how long the pellet remains buoyant.
Tests commonly used
-
Float retention test: place fixed mass of pellets in water and measure percent remaining afloat after fixed intervals, e.g., 1 hour, 6 hours, 12 hours.
-
Water stability index: quantify mass loss after immersion for a set time, then drying and weighing residues.
-
Nutrient leaching assay: measure soluble protein and fat lost to water over immersion time.
Typical commercial targets
-
Short-term farm feeds: 3 to 12 hours float time, balanced with digestibility.
-
Premium slow-sinking or long-floating pellets: 12 to 24 hours of buoyancy for high-value species or feed management programs.
9. Maintenance, wear parts, and service best practices
Wear parts
-
Screws and barrels: wear gradually from abrasive raw materials; choose hardened alloys or replaceable liners.
-
Dies and cutters: critical to pellet shape and size; maintain tolerance and sharpness.
-
Bearings and couplings: monitor vibration and lubricate per schedule.
Routine practices
-
Conduct daily inspection of feed hopper, feed screw, and die area.
-
Keep a log of operating hours for critical parts and schedule replacements before catastrophic wear.
-
Use food-grade lubricants where incidental contact is possible.
-
Maintain dryer filters and fans to avoid microbial growth and dust buildup.
Spares planning
Maintain a basic spare parts kit: at least one spare die set, cutter blades, seals, and belts. For wet-type systems, maintain spare steam traps and safety valves.
Regular preventive maintenance reduces downtime and ensures consistent pellet quality.
10. How to choose the right machine for your operation
Use this checklist when evaluating suppliers and models:
-
Desired daily throughput in tons per day and realistic utilization rate.
-
Target pellet diameter, density, and float time. Match machine capability to formulation outcomes.
-
End product specification: shelf life, nutrient profile, coating needs.
-
Available utilities: electricity supply and whether steam is available.
-
Footprint and scalability: does the factory allow future expansion?
-
Material of contact parts: prefer 304 or 316 stainless steel for corrosion resistance.
-
Ease of cleaning and sanitation features for food-grade compliance.
-
After-sales support: spare parts availability, training, and remote troubleshooting.
-
Energy consumption and operating cost: factor total cost of ownership.
-
Budget and ROI horizon: model payback period under realistic feed production rates.
Ask suppliers for references showing similar installations and request trial runs or sample testing where possible. Supplier technical bulletins often list performance parameters and typical recipes.
11. Common configurations and production line layouts
Typical layouts vary by scale:
Small line
Hammer mill → Mixer → Single-screw extruder → Dryer → Cooler → Coater → Packing
Medium line
Hammer mill → Two-stage mixer → Pre-conditioner → Twin-screw extruder → Multi-zone dryer → Cooler → Drum coater → Packing
Large industrial line
Raw handling → Continuous pre-conditioning → High-capacity twin-screw extruders → Large multi-pass dryers and coolers → Automated coating and packaging → Palletizing
In each layout, balance capacity across devices to prevent bottlenecks. Modular design eases scaling.
12. Cost drivers and ROI model for an investment decision
Key cost components:
-
Capital expenditure for machine(s) and plant infrastructure
-
Utilities: electricity and steam fuel cost
-
Labor costs for operation and maintenance
-
Spare parts and consumables
-
Raw material costs and variability
-
Regulatory compliance and testing
Simple ROI example (illustrative)
Assume a medium plant producing 1 ton per hour, 8 hours/day, 300 days/year = 2,400 metric tons/year.
-
Approximate additional margin from producing feed in-house versus purchasing: say 50 USD/ton (this figure varies widely)
-
Annual gross benefit: 2,400 × 50 = 120,000 USD
-
Capital cost for line: 250,000 to 1,000,000 USD depending on automation and dryers
-
Payback period: Capital / Annual net benefit (after operating costs). For this example, a conservative payback could range from 3 to 8 years depending on operating efficiency and feed margin.
This simple model must be adjusted with real local raw material prices, labor rates, and energy costs. Request supplier energy consumption charts for accurate calculations.
13. Regulatory, safety, and food-grade considerations
-
Use food-contact grade stainless steel for mixers, extruder barrels, dies, and conveyors where feasible.
-
Ensure cleaning and pest control protocols. Proper drying and storage to prevent mycotoxin formation.
-
Meet local feed safety regulations for labeling, additives, and nutrient claims.
-
Employ machine guards, emergency stops, and lockout procedures. Operators should be trained on hot surfaces and moving parts hazards.
-
For wet-type systems, boiler and steam system safety must be compliant with jurisdictional codes.
Documented HACCP-style checks and supplier certifications improve market trust for sold feed.
14. FAQs
Q1: What is the difference between floating and sinking fish feed in practice?
A1: Floating pellets remain at the surface for a controllable interval enabling visual feed control and staged feeding. Sinking pellets feed bottom-dwelling species or deep-water cages. The difference is achieved by formulation, degree of expansion, and manufacturing method.
Q2: Can the same machine produce both floating and sinking pellets?
A2: Many extruders can produce both by altering formulation, moisture, and processing parameters. Some ring-die mills are optimized for sinking pellets. Choose equipment with sufficient process flexibility for both modes.
Q3: How long should floating pellets remain buoyant?
A3: Targets vary by species and farm practice. Common floating times range from 1 hour for quick feeding to 12 or more hours for slow-release formulations. Align float time with the species’ feeding behavior and pond management.
Q4: Which machine type gives better nutrient retention?
A4: Wet-type extruders generally provide higher internal cooking which can increase digestibility and nutrient retention. However, proper control of temperatures and residence times is critical to avoid nutrient damage.
Q5: How does pellet diameter affect fish feeding?
A5: Pellet diameter should match mouth gape and feeding behavior. Smaller fish need 1–3 mm while market-size or pond species may need 3–8 mm. Diameter also affects sinking/float dynamics and drying rates.
Q6: What are the common failure modes of an extruder?
A6: Frequent issues include die blockage, worn screw flights reducing pressure, overheating, and inconsistent feeding. Preventive maintenance and training reduce occurrence.
Q7: Is pre-conditioning always necessary?
A7: No. Dry-type systems are designed for small-to-medium operations without steam. Pre-conditioning is recommended for better expansion and consistent high-quality pellets in commercial lines.
Q8: How are oils best applied to floating pellets?
A8: Apply oils after drying using a drum coater or spray system with atomization to ensure uniform coverage without collapsing the pellet structure. Coating increases palatability and energy density.
Q9: How do you test pellet floatability in-house?
A9: Use a float retention test: weigh a fixed sample, immerse in still water, and record percent afloat at set intervals. Combine with water stability tests to monitor disintegration and leaching.
Q10: What documentation should a supplier provide?
A10: Machine specifications, process curves (e.g., motor loads vs throughput), spare parts list, installation drawings, training plan, and performance data for a similar feed formulation. Request factory acceptance test (FAT) samples before shipment.
Quick comparison: Dry-type vs Wet-type (table)
| Feature | Dry-type extruder | Wet-type extruder |
|---|---|---|
| Capital cost | Lower | Higher |
| Steam required | No | Yes |
| Pellet expansion | Moderate | High |
| Nutrient cooking | Lower | Higher |
| Float time potential | Short to medium | Medium to long |
| Typical users | Small to medium farms | Commercial feed factories |
| Operating complexity | Lower | Higher |
This table summarizes tradeoffs to match machine selection with production goals.
Bibliography and sources used for synthesis
I examined technical pages and product documentation from market-leading aquatic feed equipment providers and technical summaries to extract common practice and performance expectations. Key references included manufacturer technical pages and extruder overviews. Selected sources for critical factual points are cited inline throughout this article.
Final practical checklist for buyers
-
Define the target annual production volume and peak hourly capacity.
-
Produce a reference feed formulation and request supplier test runs or sample production.
-
Confirm utilities and site requirements for electrical and steam needs.
-
Validate material of construction for feed-contact components.
-
Ask for energy consumption data for each major component.
-
Request spare parts list and lead times.
-
Validate training and after-sales support, including local service partners.
-
Include trial acceptance criteria in the purchase contract.